Engineering Applications of Artificial Intelligence IF 9.0 中科院1区TOP JCR Q1
导读
传统激光焊接接头力学性能评价依赖破坏性试验,不仅耗时费力,更导致工艺窗口探索与优化迭代周期冗长,难以满足智能制造对实时反馈与自适应控制的需求。发展基于过程特征信号的接头性能智能预测模型,是实现激光焊接数字化与智能化的关键路径。本论文针对钛/铝异种材料激光焊接过程中焊缝形貌、界面组织与力学性能的复杂关联机制,采用多阶段机器学习的方法,基于等离子体行为特征、焊缝几何特征、冶金特征及拉伸性能的多阶段建模策略,分别采用BPNN、XGBoost、RandomForest模型分阶段完成了焊接过程中的等离子体特征-焊缝截面尺寸、焊缝截面尺寸-截面特征元素含量以及截面特征元素含量-接头性能三个模型训练,并将三个模型级联及验证。最终建立以等离子体特征为输入,接头拉伸性能为输出的多阶段级联预测模型PF-CN (PlasmaFuse-CascadeNet),接头拉伸性能误差为0.0714 kN,模型R2为0.9133,模型预测精度较高,为激光焊接接头性能提升及预测提供了新思路。
主要图表
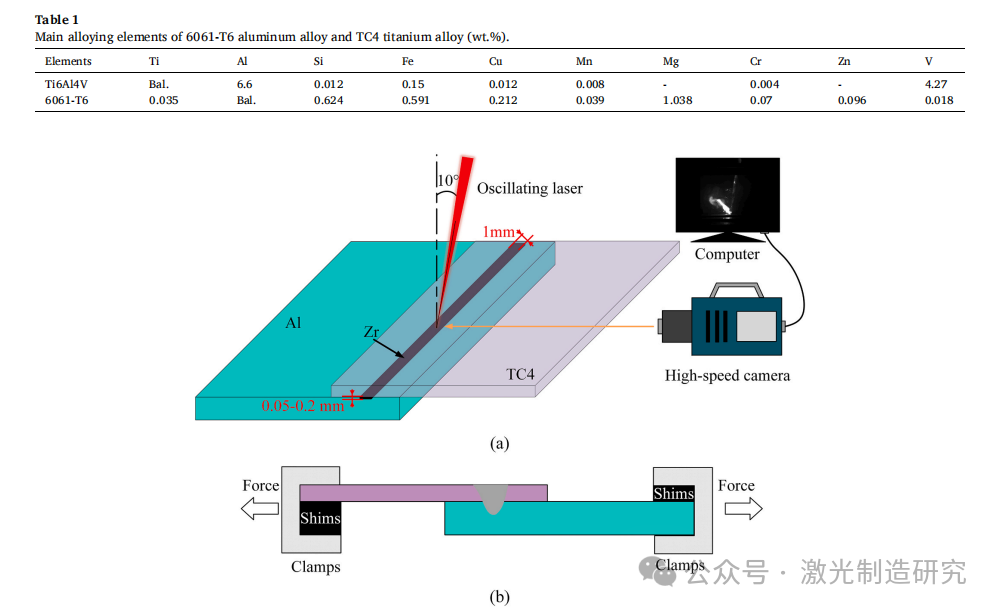
图 1. 实验流程示意图。(a)激光焊接用等离子羽流采集实验平台;(b)拉伸试验。
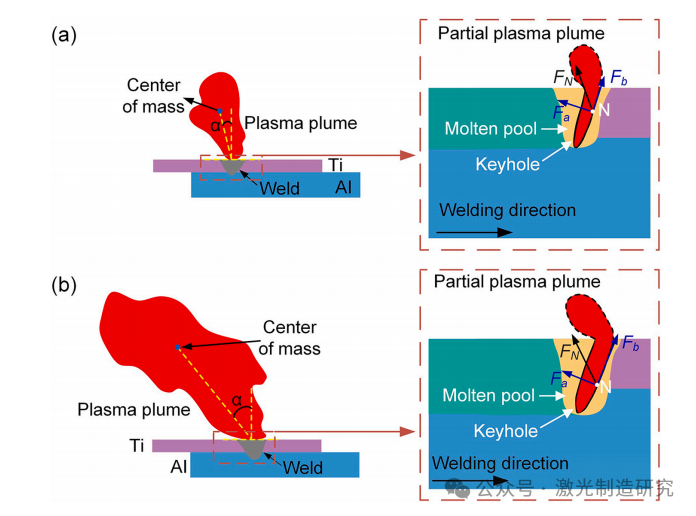
图2. 不同匙孔状态下的等离子体羽流特性。(a)深匙孔;(b)浅匙孔。
图3. 样品1和样品2在单个振荡周期内的焊接过程中等离子羽流行为及焊缝横截面尺寸。(a)样品1;(b)样品2。
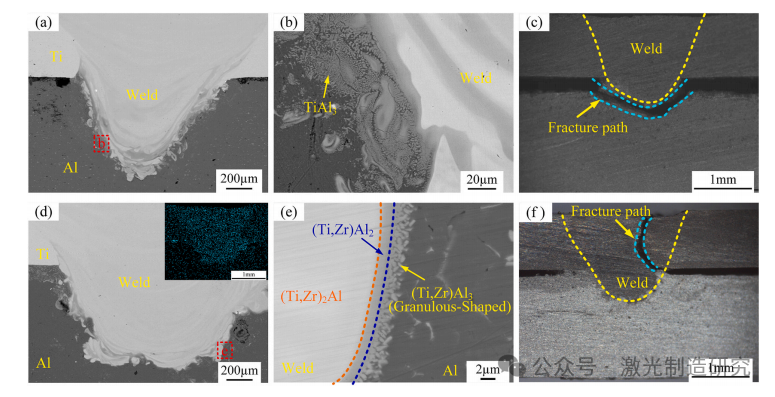
图4. 焊缝及断裂位置的微观结构。(a–c)0 mm锆粉接头;(d–f)0.2 mm锆粉接头。
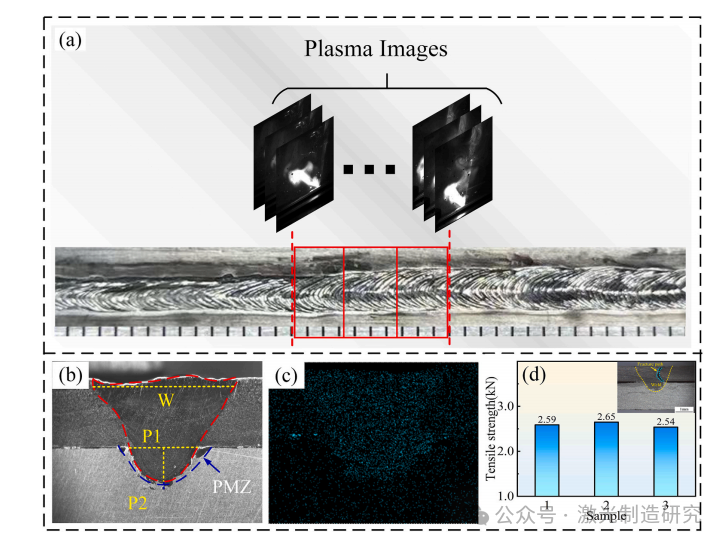
图5. 不同时间点焊接性能与等离子体图像的对应关系及相应特征分析:(a) 时间轴上等离子体图像与焊缝位置的对应关系;(b) 焊缝横截面数据测量结果(包括焊缝渗透深度和焊缝面积);(c) 焊缝横截面上锆含量测定值;(d) 焊缝抗拉强度数据。
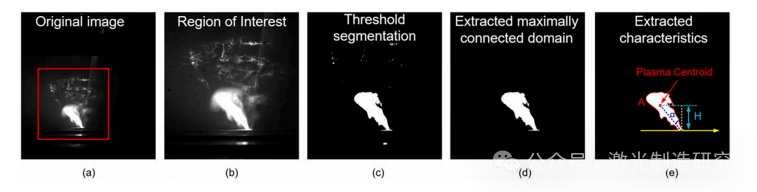
图 6. 等离子体羽流特征提取流程。(a)原始图像。(b)感兴趣区域。(c)阈值分割。(d)提取最大连通域并填补空洞。(e)提取等离子体羽流特征。
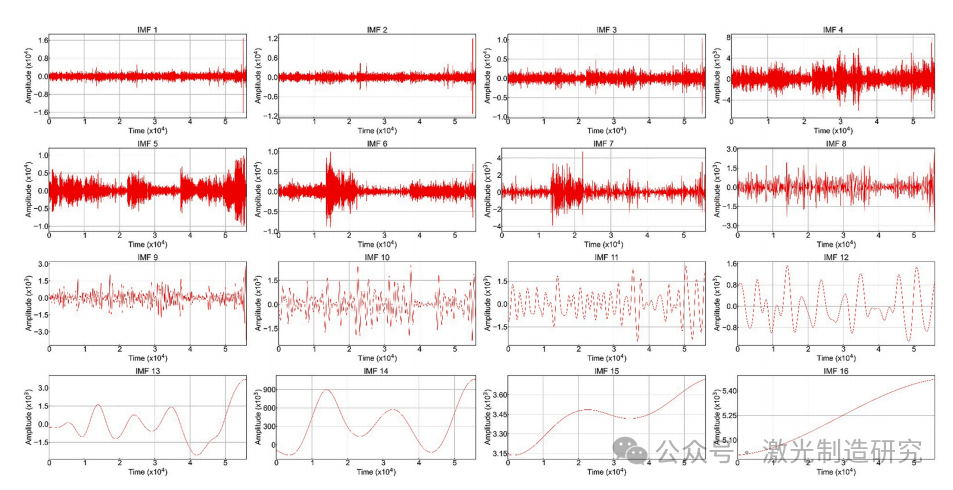
图 7. 等离子体羽流特征模态分解。
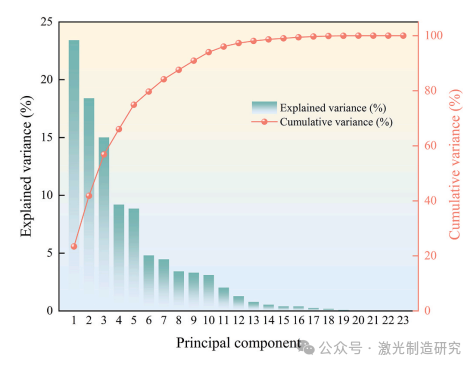
图 8. 累积方差贡献率。
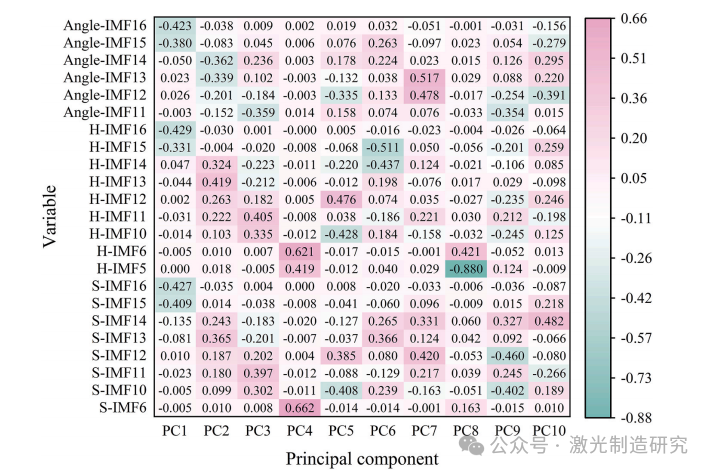
图 9. IMF 在前 10 个主成分上的载荷矩阵。
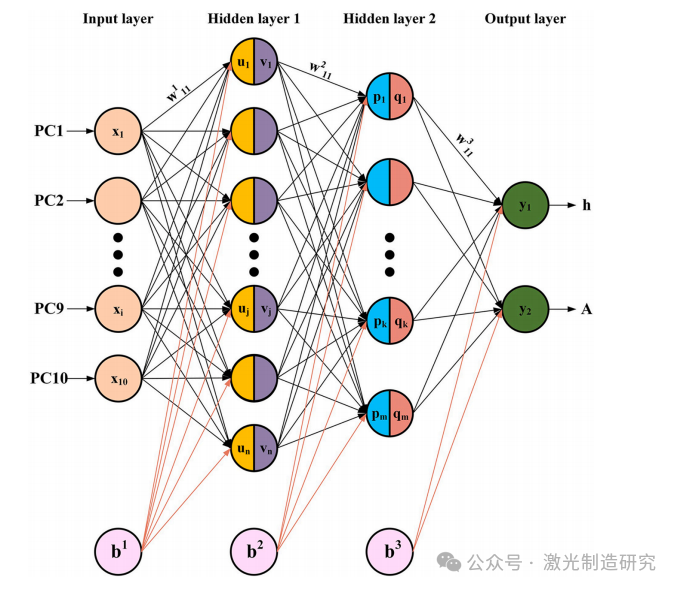
图10. BPNN 模型示意图。
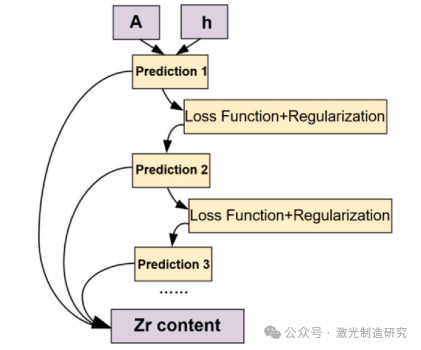
图 11. XGBoost 模型的示意图。
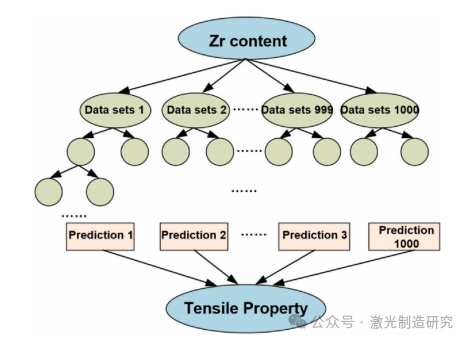
图 12. RF 模型结构示意图。

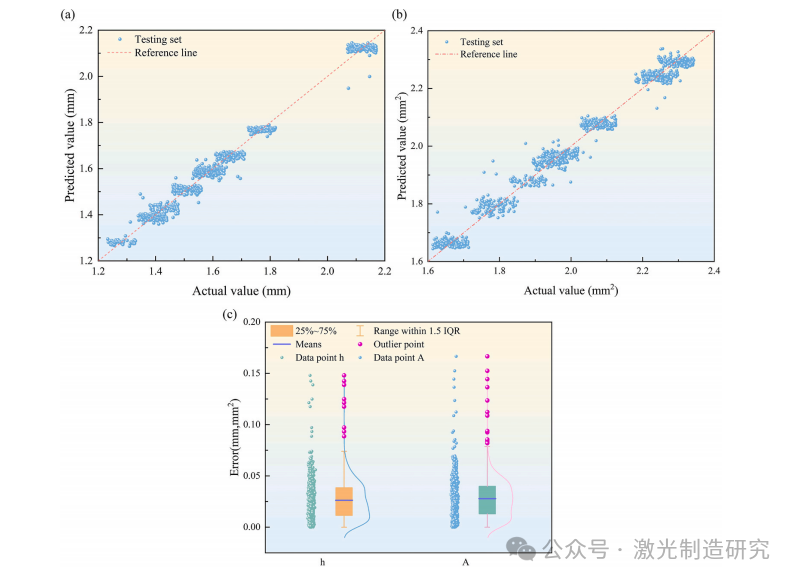
图13. BPNN 模型的训练结果。(a)焊缝渗透深度预测值与实际值的散点图;(b)焊缝横截面积预测值与实际值的散点图;(c)焊缝渗透深度与横截面积的预测误差。小提琴图中凸起区域所占面积越大,数据密度越高。箱线图中箱体对应第2和第3四分位数(代表50%的数据),箱体两侧的垂直线延伸至1.5 IQR 范围内(IQR =Q3-Q1,其中Q3为第75百分位数,Q1为第25百分位数);超出这些线条范围的点被视为异常值。

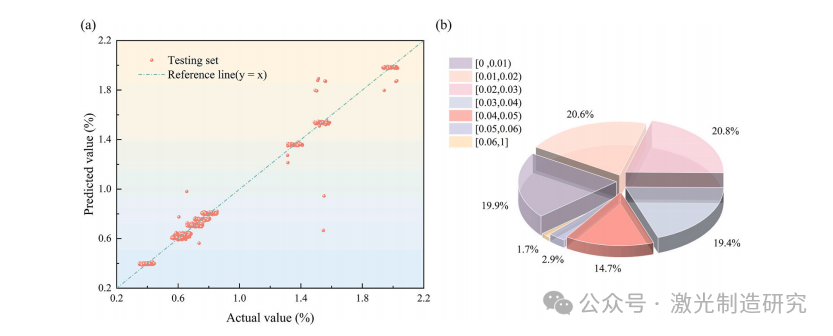
图 14. XGBoost模型的训练结果。(a)焊缝横截面中预测值与实际锆含量的散点图;(b)焊缝截面锆含量绝对误差的频率分布。

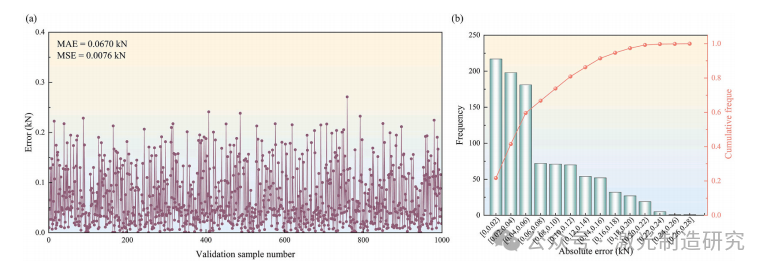
图 15. RF 模型的训练结果。(a)焊接接头拉伸性能的绝对误差;(b)焊接接头拉伸性能模型绝对误差的频率分布。
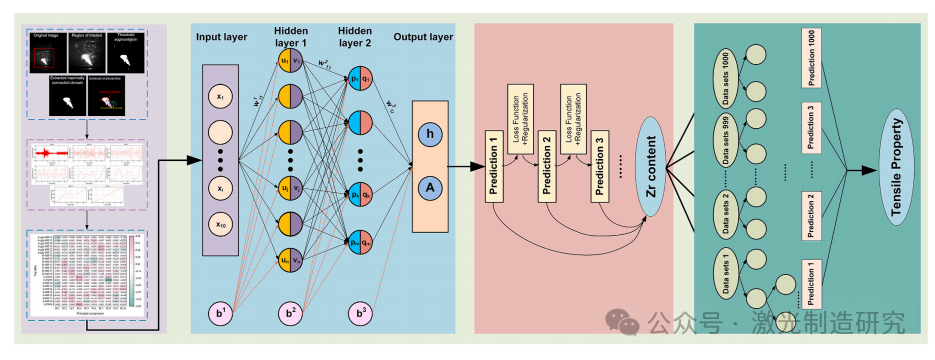
图 16. 模型级联框架的示意图。
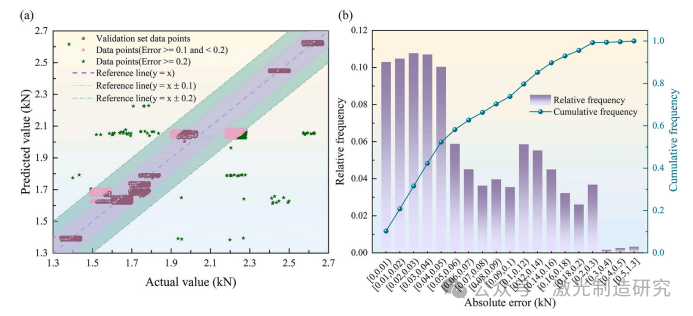
图 17. 多级级联模型的测试结果。(a)焊接接头拉伸性能预测值与实测值的散点图;(b)接头拉伸性能绝对误差的频率分布。
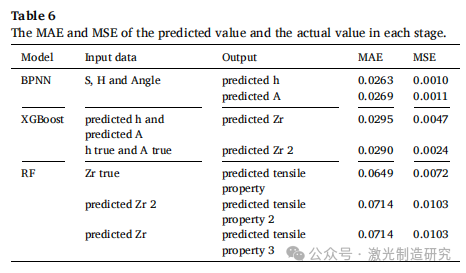
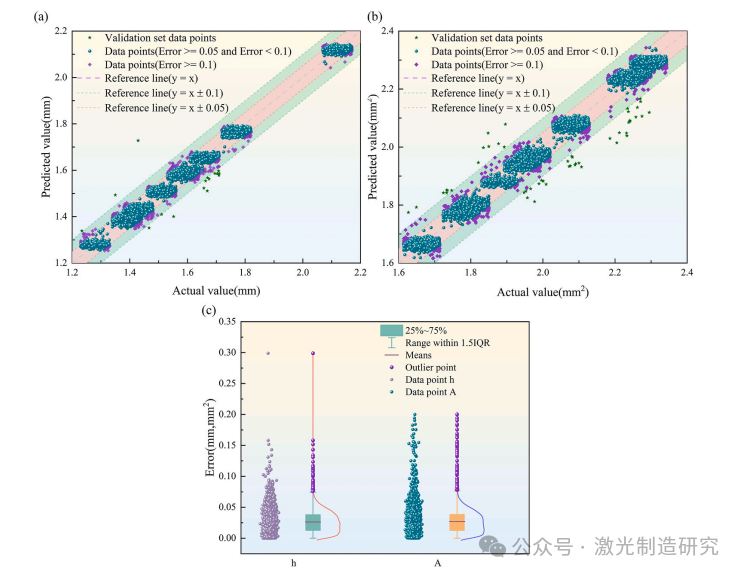
图18. 多级级联模型中 BPNN 阶段的计算结果。(a)焊缝渗透深度预测值与实测值的散点图;(b)焊缝截面积预测值与实测值的散点图;(c)焊缝渗透深度与截面积的预测误差。
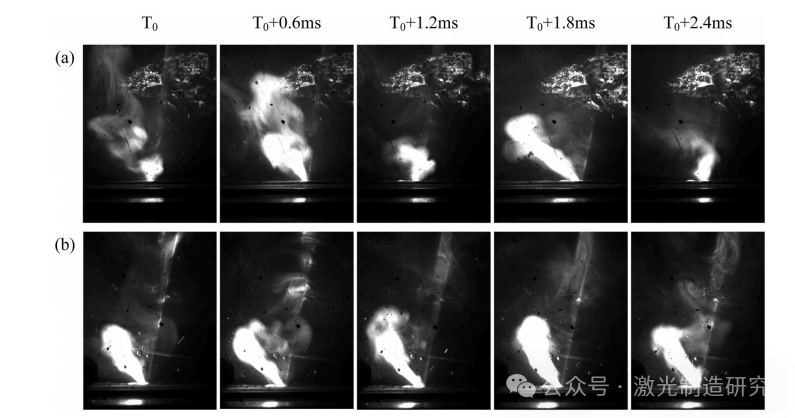
图 19. 高误差样本与低误差样本之间等离子体羽流行为的比较。(a)键孔不稳定性下的等离子体羽流行为;(b)稳定的等离子体羽流行为。
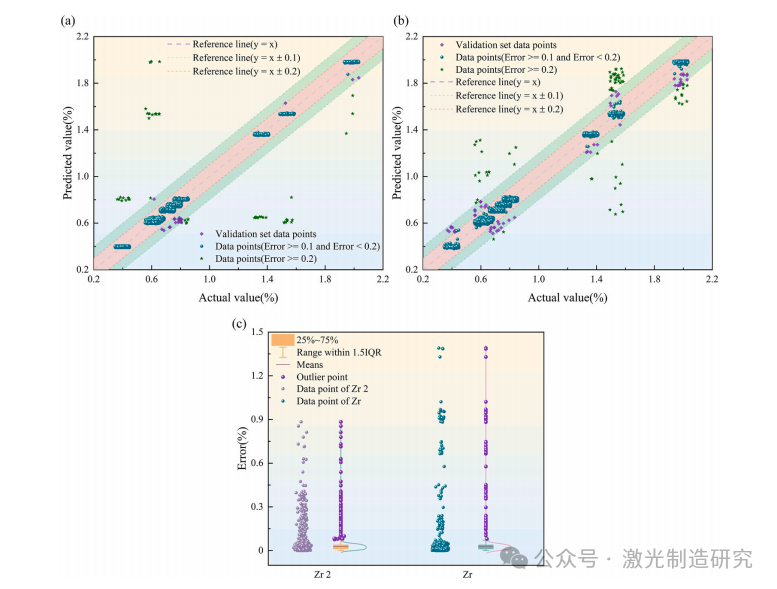
图 20. 多阶段级联模型中 XGBoost 阶段的计算结果。(a)以预测值 h 和预测值 A 作为输入;(b)以真实值 h 和真实值 A 作为输入;(c)绝对误差分布。
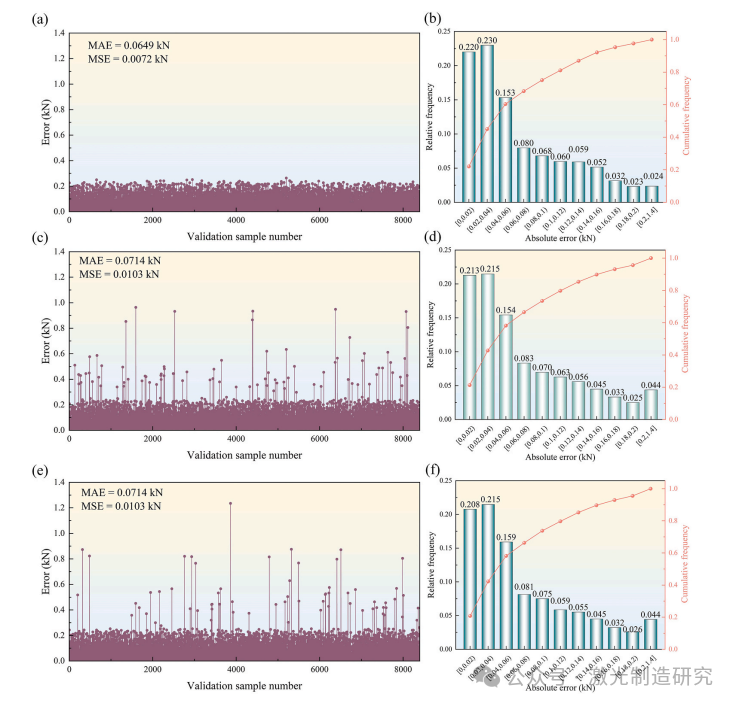
图 21. 多级级联模型中射频(RF)阶段预测值的绝对误差及频率分布。(a)和(b)以 Zr 真值作为输入;(c)和(d)以预测的 Zr⟡ 作为输入;(e)和(f)以预测的 Zr 作为输入。
主要结论
(1)多阶段级联模型通过融合焊接过程中的等离子体羽流图像,实现了接头拉伸性能的快速预测。该模型对接头拉伸性能的预测平均绝对误差(MAE)为 0.0714 kN,决定系数 R⟡ 为 0.9133。
(2)多阶段级联模型存在固有的误差传递与放大问题。级联结构中引入 XGBoost 和随机森林(RF)模型,可在一定程度上吸收并重新平衡误差,从而抑制误差放大,并将其控制在合理范围内。
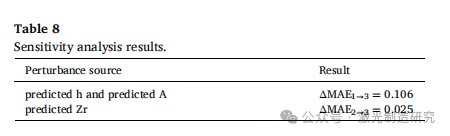
(3)在多阶段级联模型中,BPNN 阶段的焊缝横截面积和熔深扰动对拉伸性能预测误差的影响最大,ΔMAE₁→₃ = 0.106。相比之下,XGBoost 阶段焊缝中 Zr 含量的扰动影响较小,ΔMAE₂→₃ = 0.025。
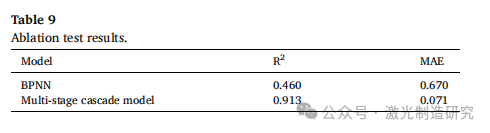
(4)与单一 BPNN 模型相比,多阶段级联模型的 MAE 达到 0.0710 kN,R⟡ 提高了 45.3%,表明该模型在接头拉伸性能预测方面具有显著的精度提升效果。
主要信息
Tensile property prediction of titanium and aluminum alloys dissimilar joint by plasma plume characteristics based on a multi-stage cascade model
https://doi.org/10.1016/j.engappai.2026.114244
