文章信息
引用本文:刘艳, 刘进, 魏子琪, 等. 铁路车辆关键承载部件激光增材再制造研究进展[J]. 焊接学报, 2026, 47(4): 9−22.
LIU Yan, LIU Jin, WEI Ziqi, et al. Research progress on laser additive remanufacturing of critical load-bearing components for railway vehicles[J]. Transactions of the China Welding Institution, 2026, 47(4): 9 − 22.
DOI:10.12073/j.hjxb.20250903002
关键词:车轮;车轴;制动盘;损伤失效;激光增材再制造
基金项目:国家自然科学基金资助项目 (52375387)
一 文章导读
铁路作为国民经济大动脉,正朝着高速化、重载化和应用环境极端化方向快速发展,2023年国内铁路运维市场规模已达1323.9亿元,且仍保持高速增长态势。车轮、车轴、制动盘等核心旋转承载部件长期承受高频振动、高幅值冲击和交变载荷,磨损、疲劳裂纹等损伤频发,直接威胁行车安全。传统堆焊、喷涂等修复方法普遍存在热输入大、工件变形严重、结合区易失效等问题,难以满足高质修复需求。
激光增材再制造技术凭借冶金结合强度高、稀释率和热影响区可控、残余应力低等独特优势,成为绿色再制造的核心技术方向,但在材料与基体匹配性、复杂曲面修复稳定性、服役性能全周期评价等方面仍存在诸多技术瓶颈。
西南交通大学刘艳教授团队聚焦这一行业痛点,系统梳理了铁路关键承载部件的损伤失效规律,全面总结了激光增材再制造技术的发展现状与核心挑战,为该技术从实验室走向工程化应用提供了重要的理论参考和技术指引,对推动轨道交通再制造产业绿色可持续发展、降低运营成本具有重要意义。
二 损伤失效形式
在损伤失效分析部分,研究团队将车轮、车轴、制动盘三大核心承载部件的失效形式进行了系统性归纳,并结合宏观与微观形貌特征,揭示了不同工况下的损伤演化规律。
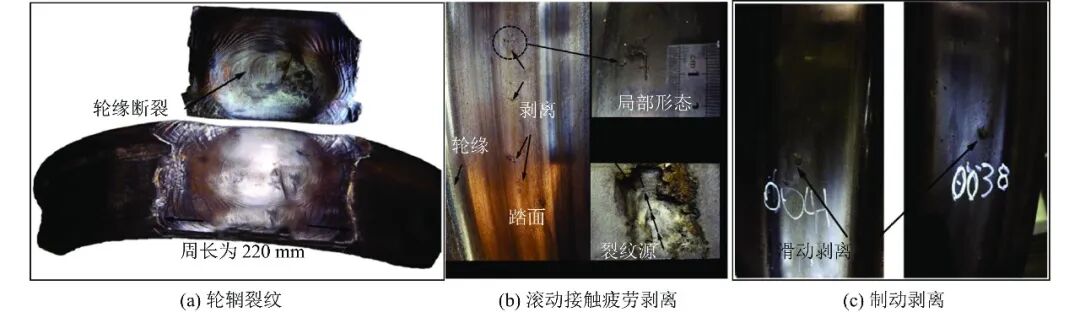
图1 车轮的损伤形式[15]
通过宏观损伤照片(图1)可以看出,车轮的损伤主要分为三类:轮辋裂纹源于踏面下 10~20mm处的毫米级非金属夹杂物,在周期接触应力下形成“之”字形贯通裂纹;滚动接触疲劳剥离是棘轮效应下塑性变形累积的结果;制动剥离则是制动热作用形成硬脆马氏体后,在多重应力耦合下发生的剥落掉块。重载工况下,30t轴重车轮的接触应力可超过1500MPa,加速了踏面磨损与裂纹深层扩展。
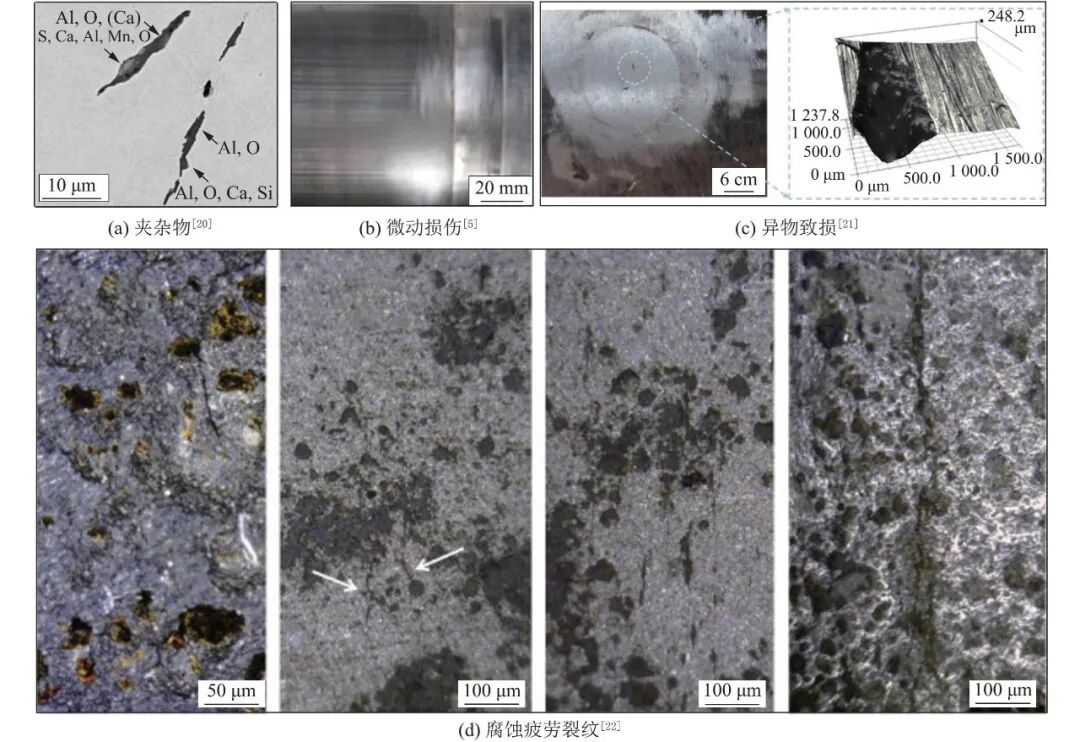
图2 车轴的损伤形式[5,20-22]
车轴作为传递扭矩的关键部件,其失效源头更为多样。结合不同失效形式的微观形貌图(图2)能够直观看到,大尺寸非金属夹杂物是疲劳断裂的核心诱因,而异物致损、微动损伤与腐蚀坑则是服役过程中最常见的表面缺陷。其中,异物冲击造成的300μm深度缺陷可使车轴疲劳强度降低50%,400~500μm深度的损伤被认定为最危险工况;轮轴过盈配合面的微动损伤在40μm位移幅值下磨损率急剧升高;沿海腐蚀环境则会使EA4T车轴钢的疲劳强度下降31%,并显著降低裂纹扩展门槛值。
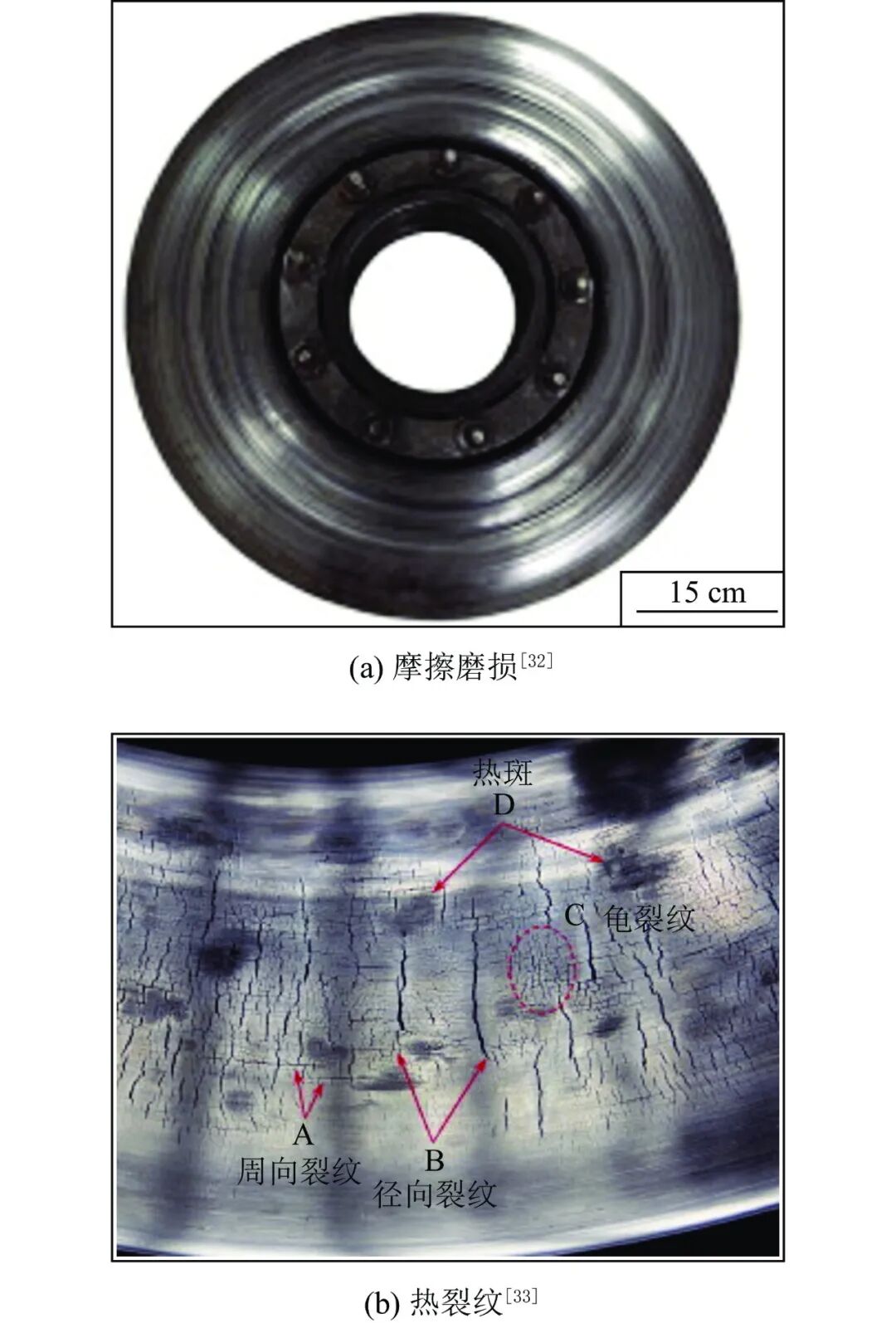
图3 制动盘的损伤形式[32-33]
制动盘的失效则集中体现为摩擦磨损与热疲劳裂纹。宏观形貌(图3)显示,冰雪环境下硬颗粒会划伤制动盘形成深槽,而频繁制动产生的不均匀温度场会形成热斑,进而诱发径向与周向交织的热裂纹网络。研究还发现,摩擦表面的严重塑性变形会形成白色蚀刻层,进一步加速裂纹扩展。
三 激光增材再制造技术概述
研究团队从填充材料形态出发,将激光增材再制造分为激光熔覆与激光送丝沉积两大类,并通过原理示意图与参数对比表,清晰呈现了不同工艺的技术特点与适用场景。
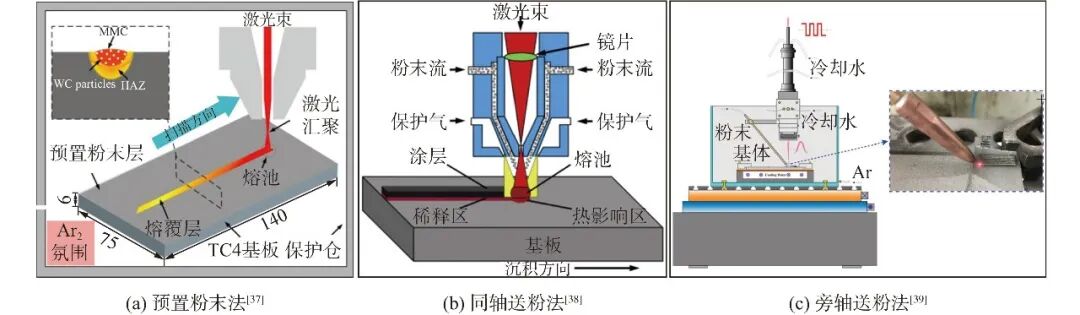
图4 激光熔覆技术原理[37-39]
激光熔覆技术根据送粉方式可分为预置粉末、同轴送粉与旁轴送粉三种,对应的原理示意图(图4)直观展示了激光束、粉末流与基体的相互作用模式。在此基础上发展而来的超高速激光熔覆(EHLA)技术,通过将激光焦点与粉末汇聚点上移至熔池上方,实现了粉末的空中预熔化,大幅降低了基体热输入与稀释率,特别适合轴类、盘类工件的表面薄层制备。
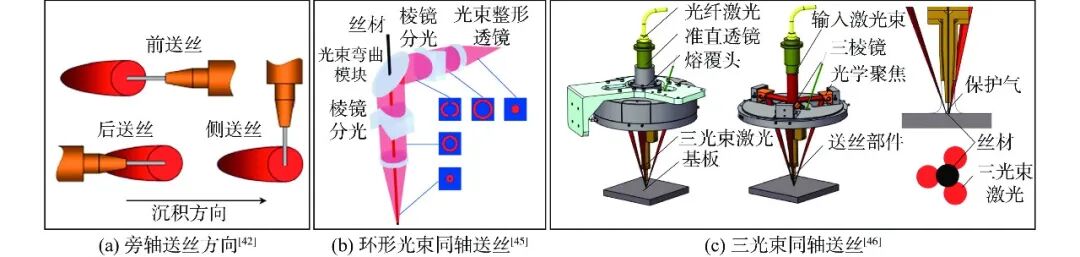
图5 激光送丝沉积技术原理[42,45-46]
激光送丝沉积技术则以丝材为填充材料,具有材料利用率高、沉积效率高、成本低的优势。通过旁轴送丝的方向示意图(图5)可以看到,前送丝方式在尺寸精度与沉积效率上表现最优,而后送丝易出现锯齿状沉积缺陷;环形光束与三光束两种同轴送丝技术则解决了送丝方向依赖性问题,但也存在光路复杂、镜片易损坏等技术难点。
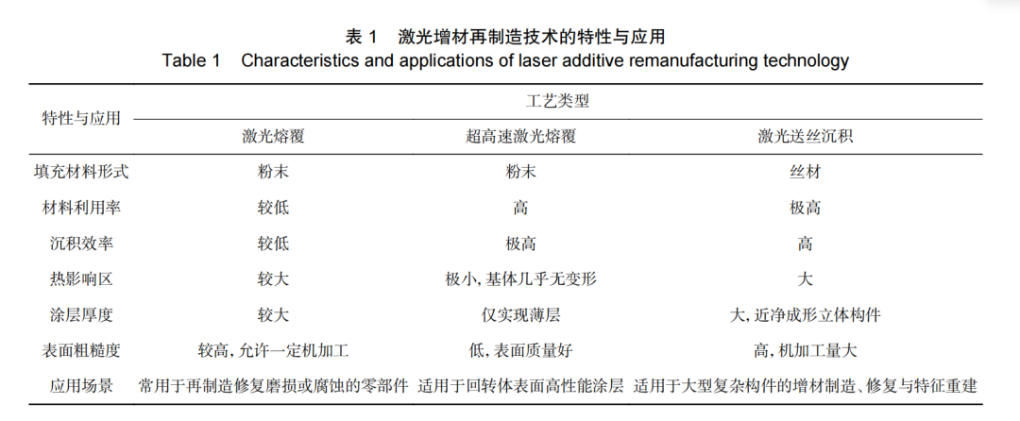
表1系统梳理了三种主流工艺的差异:超高速激光熔覆在沉积效率、热影响区控制与表面质量上优势显著,适合高性能薄层制备;传统激光熔覆涂层厚度更大,适用于一般磨损与腐蚀缺陷修复;激光送丝沉积则凭借近净成形能力,成为大型复杂构件特征重建的首选技术。
四 国内外研究现状
围绕铁路关键部件的再制造需求,国内外学者在材料开发、过程控制和性能评价三大方向开展了系统性研究。
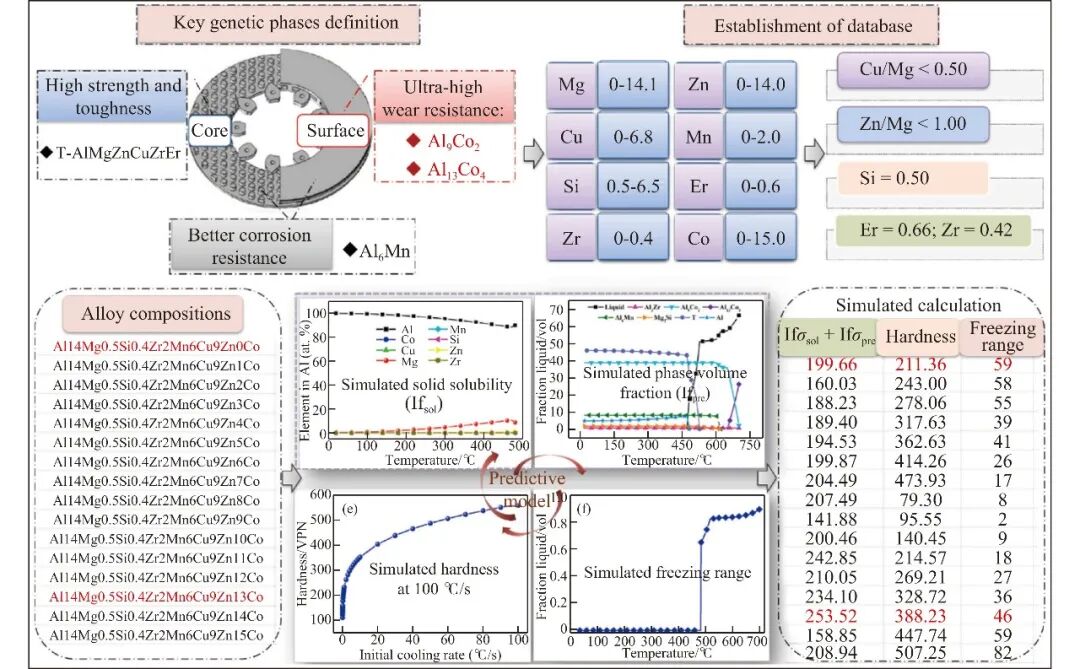
图6 新型激光熔覆Al-Mg-Zn-(Cu-Co-Er-Zr)合金材料遗传设计流程[64]
在再制造材料设计方面,早期研究主要验证了Fe基、Ni基、Co基商用粉末的技术可行性,但这些材料难以完全匹配复杂严苛的服役工况。后续研究通过添加WS₂、xitu元素等进行改性,显著细化了晶粒并提升了涂层的耐磨和抗疲劳性能;高熵合金、功能梯度涂层等新材料体系的开发,则为高性能再制造提供了新的可能。基于材料遗传设计的新型合金开发流程图(图6),直观展示了从目标性能出发,通过热力学计算和数据库构建实现合金成分精准优化的全过程,标志着材料设计理念从“成分-组织-性能”向“性能-组织-按需定制”的根本性转变。
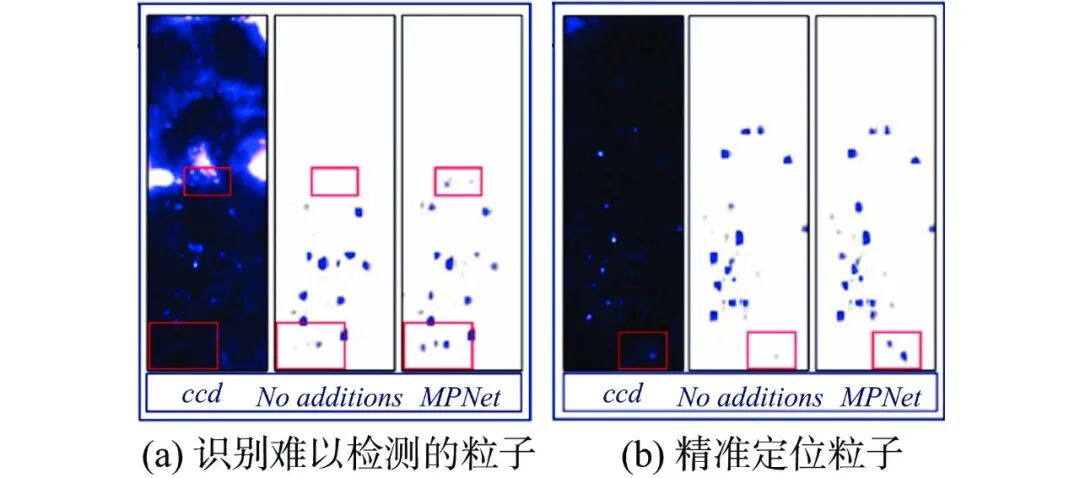
图7 MPNet前后的效果比较[74]
在过程监测与工艺调控方面,数值模拟已成为预测熔池特性、温度场和应力场分布的重要手段,能够提前预判残余应力集中区域和缺陷产生风险。高速相机、红外热像仪、光谱仪等多传感器技术的融合应用,则实现了熔池动态行为的实时捕捉。基于注意力机制的MPNet模块效果对比图(图7),清晰展示了深度学习技术在熔池流场可视化中的突破——即使在高噪声和振荡条件下,也能精准识别和定位熔池中的示踪粒子,为毫秒级闭环工艺控制奠定了基础。
在修复部件性能评价方面,近年来GB/T 41477-2022等多项国家标准的发布,为力学性能、硬度、高温摩擦磨损等试验提供了权威依据。研究表明,激光再制造部件的硬度、耐磨性等指标普遍优于基体,但界面处的疲劳性能仍有待提升。目前车轮再制造后的运行里程已接近设计寿命,制动盘涂层通过了台架试验验证,展现出稳定的摩擦系数和更低的颗粒物排放。
五 总结与展望
研究指出,激光增材再制造技术在轨道交通关键部件修复上已展现出巨大潜力,国内外学者在材料改性、工艺优化与性能提升方面取得了丰硕成果,但目前绝大多数研究仍停留在实验室阶段,距离规模化工程应用仍存在三大核心挑战:一是商用粉末与基体材料的适配性不足,难以满足复杂严苛的服役工况;二是增材过程的稳定性与重现性难以保证,缺乏高效的在线监测与闭环控制手段;三是行业缺乏完善的再制造技术标准与认证体系,制约了修复部件的装车应用。
针对上述挑战,研究提出了三大未来发展方向:第一,以目标性能为导向,结合热力学计算、第一性原理与机器学习方法,开发专用再制造材料体系并建立材料数据库;第二,构建多传感器感知 - 通信 - 决策 - 执行的闭环集成平台,实现毫秒级工艺参数自适应调节,支撑损伤部件的在线高质量修复;第三,建立从工艺、成品、试验到认证的全链条标准体系,推动再制造部件与新品的性能对标与独立认证。
