
来自西南交通大学研究人员在国际期刊“Journal of Manufacturing Processes”发表的“Arcs interaction mechanism in Plasma-MIG hybrid welding of 2219 aluminium alloy”。
01 论文导读
2219铝合金凭借其高强重比和优异的耐腐蚀性,在航空航天领域得到了广泛应用。然而,传统的焊接技术在处理该合金时,常面临焊接变形大、气孔率高以及接头强度系数低等问题,难以满足日益增长的工业需求。
为了解决这些问题,等离子-MIG(Plasma-MIG)复合焊接技术应运而生。该技术结合了等离子弧(PA)深熔深和MIG焊优异填充能力的优势,通过同轴焊枪产生复合电弧——即外部等离子弧(OPA)包围内部MIG电弧(IMA)。尽管该技术能有效提升接头质量,但由于复合电弧的作用模式复杂,其核心的“电弧相互作用机制”仍不明确 。本文旨在通过光谱诊断和高速摄像技术,从电弧温度场、电弧行为及熔滴过渡模式三个维度,深入揭示电弧相互作用的物理本质。
02 全文概述
本文通过搭建等离子-MIG复合焊接实验系统,利用光谱诊断和高速摄像技术,系统研究了2219铝合金焊接过程中的物理机制。研究发现,电弧相互作用导致电流分流,大部分电流流向外部等离子弧(OPA),使得复合电弧的径向温度分布呈现出与传统MIG电弧截然不同的“中间低、两边高”的马鞍形特征(先升高后降低再升高);这种特殊的分布导致表面温度梯度较小,有利于铝合金均匀受热并减少焊接变形。在电弧稳定性方面,随着外部等离子电流(Ip)的增加,电弧间的相互作用增强,OPA对内部MIG电弧产生明显的压缩和束缚作用,使得MIG电压-电流(U-I)的随机分布曲线更加集中,显著提高了电弧稳定性。此外,这种相互作用还显著改善了熔滴过渡行为:在短路过渡中,它降低了电压波动范围,消除了波形中的“驼峰”现象并减少了飞溅;而在球状过渡中,由于电流分流降低了流经熔滴的电流密度和温度,导致表面张力增大且电磁力减小,从而促进了熔滴的持续长大并降低了过渡频率。
03 图文解析
图1展示了等离子体-MIG混合电弧的温度分布特征。结果表明,该复合电弧呈现出轴对称分布,其中最高温度集中于OPA,致使其整体温度显著高于IMA。造成这一温差的主要原因在于电弧间的相互作用:该作用促使IMA电流向OPA偏移,进而削弱了IMA的热作用,导致其温度相对较低。此外,在两弧之间观测到的明显低温等温区,进一步证实了OPA与IMA之间存在清晰的分界区域。
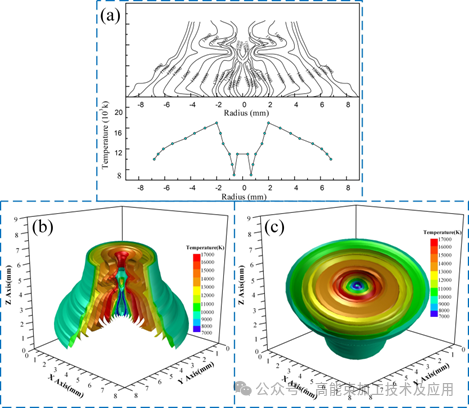
图1 等离子-MIG复合电弧的温度分布:(a)温度场数据分布,(b)温度场分布的三维轮廓,(c)温度场分布的三维表面
图2表明了在激光-电弧复合焊短路过渡过程中,即使内层电弧(IMA)在短路瞬间熄灭,外层等离子电弧(OPA)仍持续存在并提供稳定的导电与热环境,从而维持复合电弧空间的整体稳定性。这种作用保证了液滴顺利脱落并促使IMA快速重燃,显著提高了短路过渡过程的稳定性与连续性。
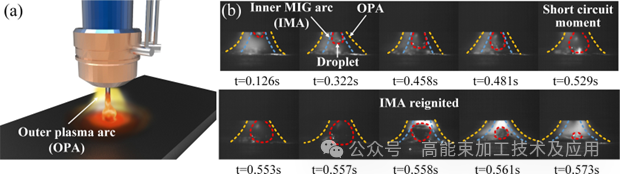
图2 等离子-MIG复合电弧焊的短路过渡模型:(a)短路时刻和(b)短路过渡过程
图3展示了等离子-MIG复合焊中独特的球状过渡特征:熔滴被内部MIG电弧(IMA)和外部等离子弧(OPA)双重包裹,这种特殊的电弧环境为熔滴提供了良好的物理生长空间。这种包围效应使得熔滴在脱落前能够持续长大,从而导致其最终尺寸显著大于传统MIG焊,并伴随着过渡频率的降低。
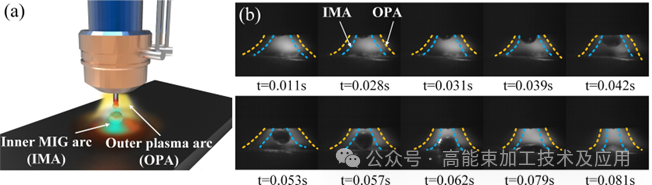
图3 等离子-MIG混合焊接的球状过渡模型:(a)球状形成和(b)球状过渡过程
04 结论
1、电弧相互作用导致电流分流,使大部分电流流向OPA。同时,复合电弧表面温度梯度减小,有利于热量均匀分布,减少焊接变形。
2、电弧相互作用增强电弧稳定性,随着外等离子电流增大,电弧行为趋于稳定,有助于提高焊接质量。
3、在短路过渡中,电弧相互作用降低电压波动,提升过渡稳定性,减少飞溅。
4、在球状过渡中,电弧相互作用促进熔滴持续长大,降低过渡频率,改善焊缝成形质量。
原文链接:https://doi.org/10.1016/j.jmapro.2020.05.014
