近日,西南交通大学材料科学与工程学院在《Journal of Materials Research and Technology》期刊上发表了名为:“Strengthening the diffusion bonding of Zr-4 alloys through regulating surface roughness and Ti interlayer thickness”-“通过调节表面粗糙度和Ti中间层厚度来增强Zr-4合金的扩散连接”的文章。本课题得到了中国国家自然科学基金(编号 U2167216 和 52275385)和青岛市自然科学基金(编号24-4-4-zrjj-171-jch)的支持

锆合金因优异的耐腐蚀性和小中子吸收截面,被广泛用作核反应堆燃料包壳和结构件。焊接是制造、装配和连接中不可或缺的工艺,主要包括熔焊、钎焊、电阻焊和扩散焊。熔焊的高热输入导致晶粒粗大和显著变形,难以满足部分应用部件的装配精度要求;钎焊填充金属成分复杂,增加了形成脆性金属间化合物的风险,导致强度下降。因此,锆合金的固态扩散焊因其能防止局部熔化、最小化残余应力和避免脆性金属间化合物形成而备受关注。有研究表明在700℃对Zr-4合金进行扩散焊,发现结合界面存在大量空洞;钛与锆同属周期表同一族,性质相似且亲和力好,因此添加纯钛箔作为中间层后,在相同焊接参数下获得了无空洞的Zr-4/Ti/Zr-4接头,且剪切强度随温度升高先增后减,扩散层厚度增加。其他学者也有类似发现,表明含中间层的扩散焊接头比直接接头具有更高的结合率和剪切强度。除钛箔外,铌、镍、铜箔也被选作锆合金的中间层,但铌中间层在低于700℃时无扩散层且接头性能差,镍或铜中间层获得优质接头所需的焊接温度超过900℃,导致大变形。
除焊接参数外,表面粗糙度和中间层厚度对扩散连接接头性能影响显著:表面越光滑,接头接触面积越大、元素扩散越充分,结合率越高;减小中间层厚度可降低结合温度、提升强度。现有关于锆合金的文献大多将扩散焊接温度、压力和时间视为重要参数,而对表面粗糙度和中间层厚度的研究较少。因此,本文重点研究了表面粗糙度和钛中间层厚度对Zr-4合金接头微观结构和力学性能的影响,为获得优质接头提供了可行方法,并有助于深入理解表面粗糙度与中间层厚度的协同作用。
文章亮点:
1. 在700℃/60min/15MPa工艺条件下开展Zr-4合金扩散连接实验,重点探究基材表面粗糙度与Ti中间层厚度对接头微观结构及力学性能的影响。
2. 表面粗糙度降低可提升直接Zr-4接头及带Ti中间层接头的结合率与剪切强度,其中经P3000砂纸打磨的带Ti中间层接头最大剪切强度达181MPa,显著高于同表面处理的直接接头。
3. Ti中间层厚度从50μm减至10μm时,接头中α-Zr逐渐转化为(Ti, Zr)固溶体,扩散层厚度与均匀性提升,接头最大剪切强度从138MPa升至231MPa,较直接接头提高320%。
部分实验数据:
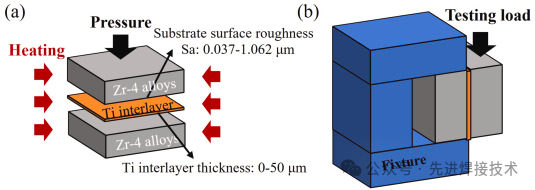
图1 (a)扩散连接和(b)剪切试验的实验示意图
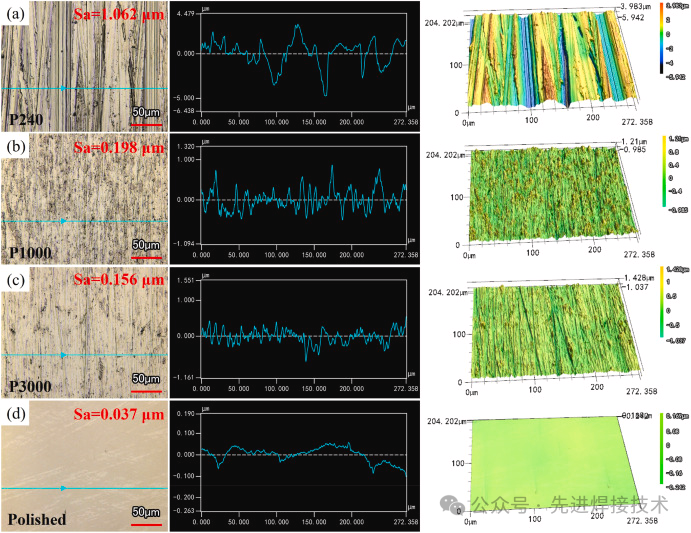
图2 不同表面处理后的Zr-4合金表面的光学金相图、轮廓测量结果、三维形貌和平均Sa值
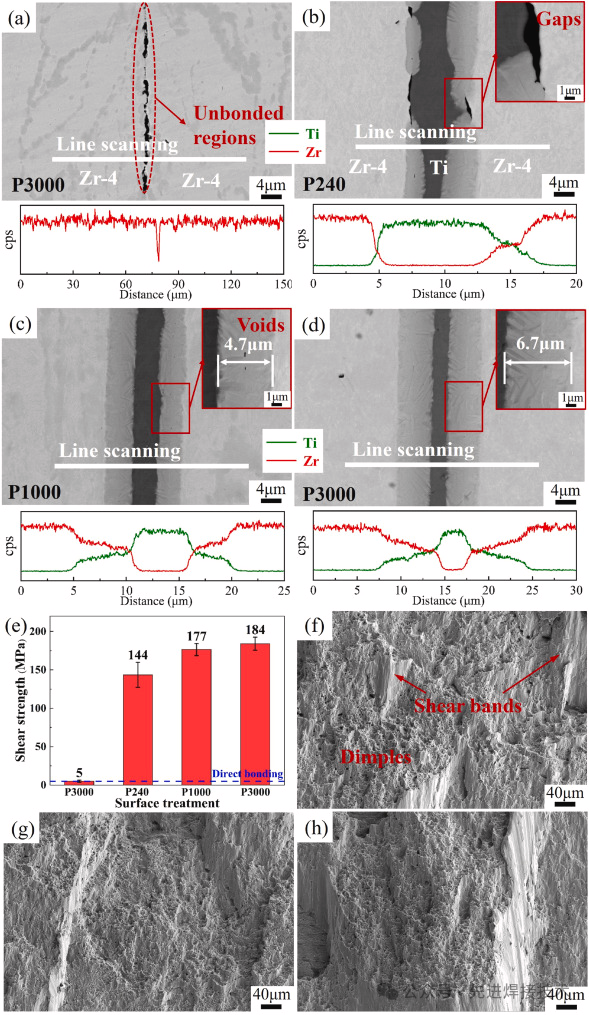
图3 (a-d)微结构和EDS线分析,(e)剪切强度,以及(f-h)不同表面处理接头的对应断裂表面,在700°C/60min/15MPa条件下
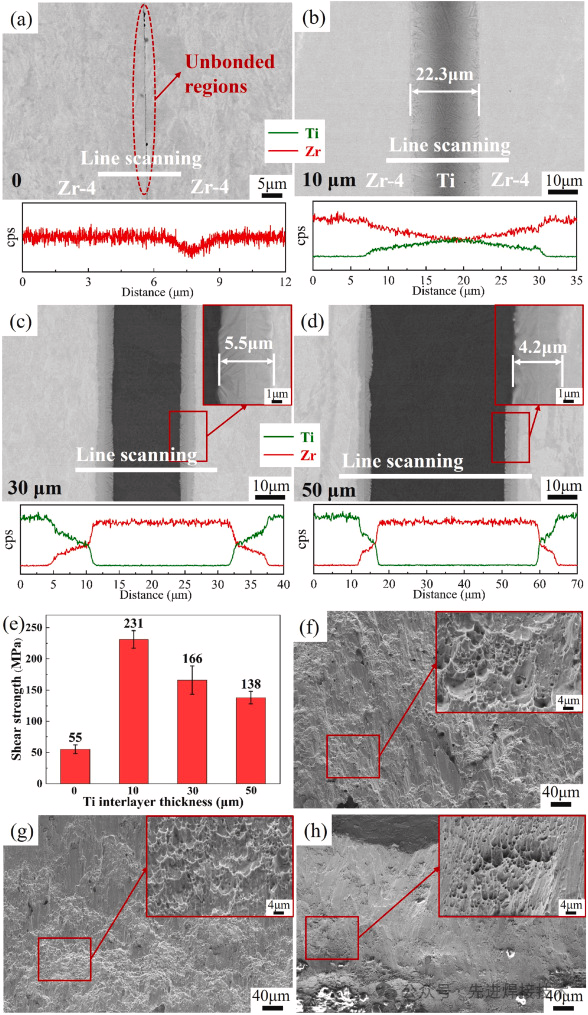
图4 (a–d)显微结构和EDS线分析,(e)剪切强度,以及(f–h)不同Ti厚度(0–50μm)的Zr-4接头的对应断裂表面,在700°C/60min/15MPa条件下
主要结论:
1. 直接Zr-4接头的剪切强度随表面粗糙度从0.156μm降至0.037μm,从5MPa提升至55MPa。
2. 引入Ti中间层可降低对表面粗糙度的依赖,P3000目砂纸打磨的接头最大剪切强度达181MPa,显著高于同处理直接接头(5MPa)。
3. Ti中间层厚度从50μm减至10μm时,界面形成(Ti, Zr)固溶体,Zr-4/Ti₁₀/Zr-4接头最大剪切强度达231MPa,较直接接头高320%。
原文链接:https://doi.org/10.1016/j.jmrt.2025.09.181
