
Materials Science and Engineering A-Structural Materials Properties Microstructure and Processing|7|中科院1区Top| Q1|
导读
厚板铝合金因具有高比强度而被广泛应用,但其焊接仍面临气孔、粗大微观组织及热影响区软化等挑战。为解决这些问题,本研究在对10毫米厚6082-T6铝合金进行激光-电弧复合焊接时,同时采用了光束振荡与锆(Zr)中间层微合金化技术。结果表明,最优的Zr中间层厚度为0.05毫米,能显著细化微观组织:熔合线附近的粗大柱状晶完全被细小等轴晶取代,焊缝中心的平均晶粒尺寸细化率达86.4%。这种微观组织转变带来了焊接接头优异的力学性能:极限抗拉强度达261.6 MPa(较未添加Zr的焊缝提高6.6%),延伸率为12.2%;焊缝平均显微硬度提升至96.5 HV,增幅达18.4%。这些改进主要归因于晶粒细化以及由纳米级L12-Al3Zr析出相促成的沉淀强化,该析出相充当了有效的异质形核核心和位错钉扎点。然而,过量的Zr添加会导致元素偏析,造成焊道成形不良并伴随咬边缺陷,从而损害焊缝的力学性能。
主要图表


图1. 实验装置示意图:(a) 总体结构,(b) 槽道尺寸,(c) 激光振荡路径,(d) 拉伸试样尺寸。

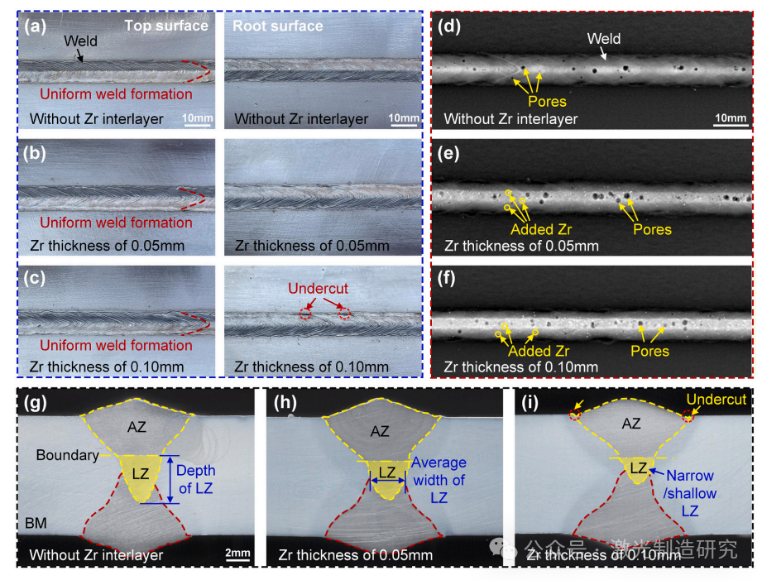
图2.锆中间层厚度(δ)对焊缝形成的影响:(a–c)表面形貌,(d–f)X射线 NDT 结果显示的焊缝孔隙率,(g–i)横截面形貌,其中AZ为电弧主导熔化区,LZ为激光主导熔化区。
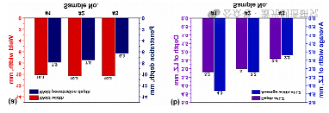
图3.锆中间层厚度(δ)对焊缝形成特征参数的影响:(a)焊缝宽度与穿透深度,(b)LZ的深度与平均宽度。

图4.通过 EPMA 测试的焊缝中Zr元素分布随层间厚度(δ)变化的效应,(a) δ =0.05毫米,(b) δ =0.10毫米。
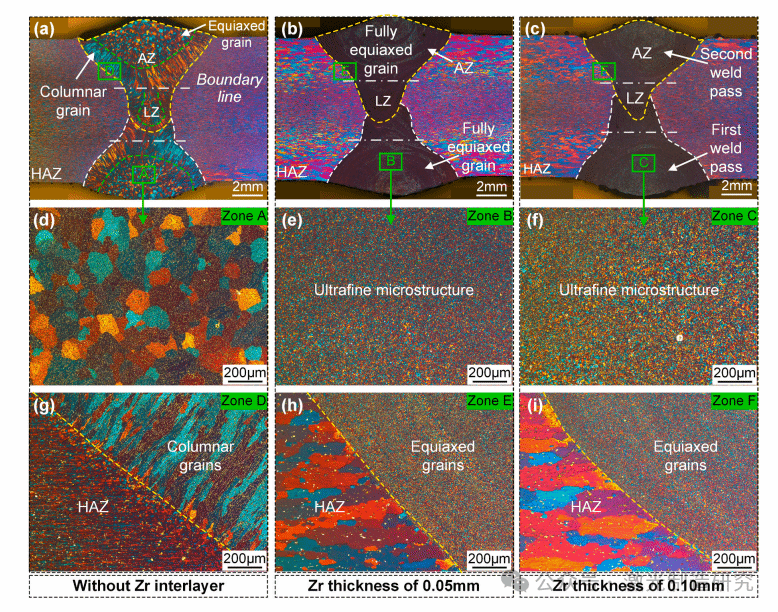
图5.锆中间层厚度(δ)对焊缝微观结构的影响:(a–c)整体微观结构;(d–f)焊缝中心A、B、C区的放大视图;(g–i)热影响区(HAZ)D、E、F区的放大视图。

图6.不同Zr中间层厚度(δ)下AZ焊缝中心的显微组织特征 EBSD :(a) δ =0mm,(b) δ =0.05mm,(c) δ =0.10mm,(d)分别为中心AZ和LZ区域的平均晶粒尺寸。

图7.通过扫描电子显微镜(SEM)和元素分析仪(EDS)元素分布图分析 δ 为0.05 mm时焊缝中心的显微组织特征,(a–c) AZ,(d–f) LZ
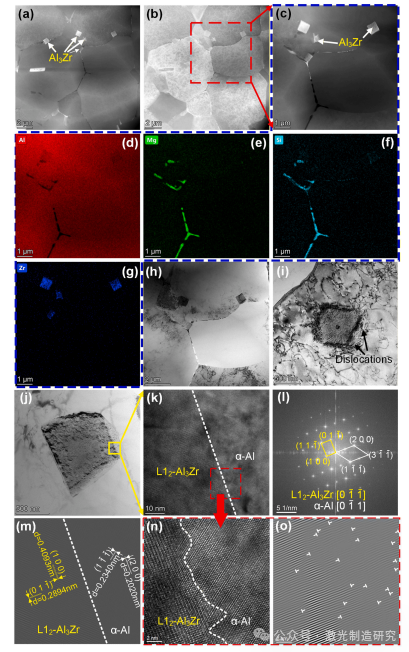
图8.通过透射电子显微镜(TEM)对焊缝中心 δ 0.05mm处的显微组织特征分析:(a) HADDF 暗场图像,(b) HADDF 明场图像,(c)(b)框选区域的放大视图,(d–g)Al、Mg、Si、Zr的元素分布图,(h)晶界处Al3Zr相,(i)Al3Zr析出物附近的位错线,(j)晶内Al3Zr相,(k)(j)标记区域的高分辨率图像,(l)(h)标记区域的 SAED 形貌,(m)界面处的高分辨率图像,(n)(k)框选区域的放大视图,(o)边缘位错。
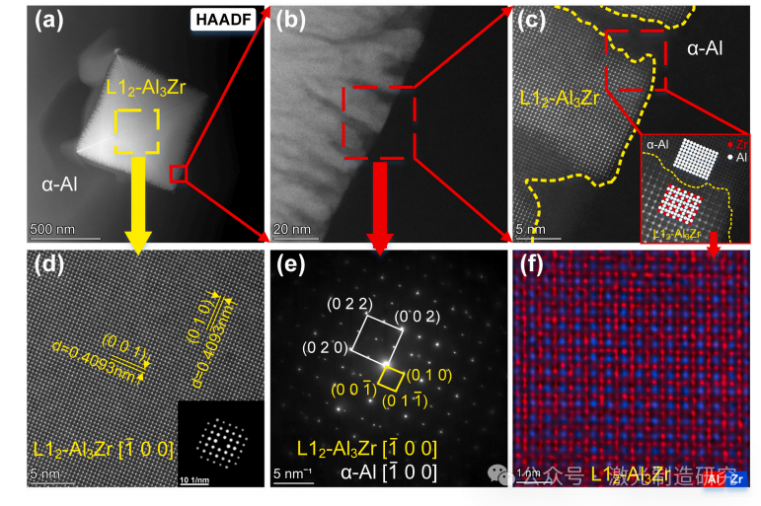
图9.焊缝中心球面像差分析结果(δ 为0.05毫米):(a) HAADF 明场图像,(b)(a)中红色方框的放大视图,(c)(b)中方框的放大视图,(d)(a)中黄色方框的高分辨率图像,(e)(b)中方框的 SAED 图案,(f)L12-Al3Zr的原子分辨率EDS光谱。(关于图例中颜色标注的解释,请参阅本文网络版。)

图10.熔合区透射电镜(TEM)形貌(δ 0.05mm),(a) HAADF 明场图像,(b-d)分别显示铝、镁和硅的元素分布图,(e)(a)中圆圈区域的 SAED 图,(f)(a)中方框区域的高分辨率图像。

图11. δ 为0.05mm的HAZ的TEM形貌:(a) HAADF 明场图像;(b–g)Al、Mg、Si、Mn、Fe、Cr的EDS元素分布图;(h)(a)框选区域的 SAED 图;(i)(a)框选区域的高分辨率图像。
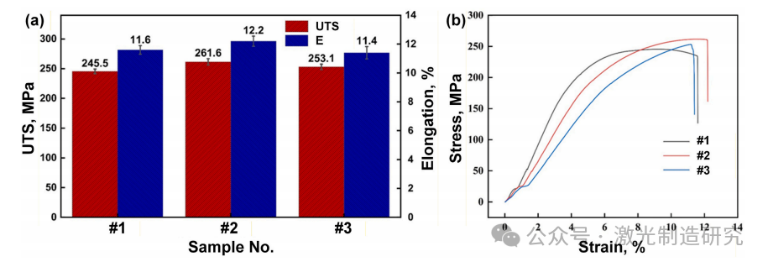
图12. 不同Zr中间层厚度下焊接接头的拉伸性能:(a) 抗拉强度与延伸率,(b) 应力-应变曲线。
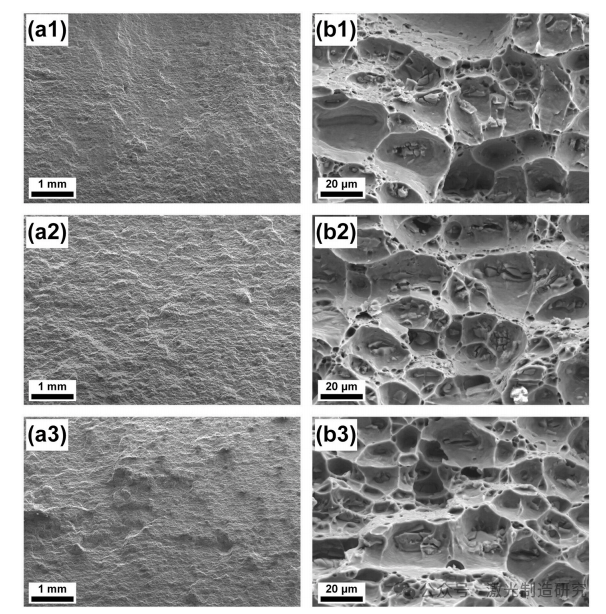
图13.不同Zr中间层厚度(δ)下焊接接头的拉伸断裂形貌:(a1-b1) δ =0mm,(a2-b2) δ =0.05mm,(a3-b3) δ =0.10mm。
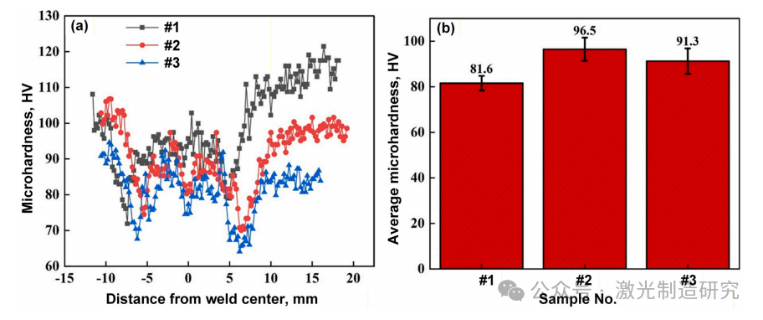
图14. 不同Zr中间层厚度下焊接接头的显微硬度分布:(a) 显微硬度分布,(b) 平均显微硬度。
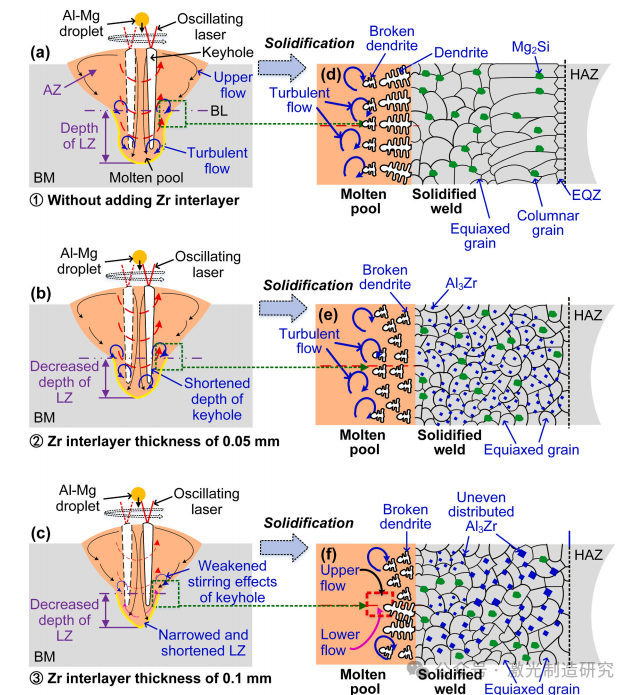
图15.锆中间层厚度(δ)对焊缝形成及显微组织的影响机制:(a)和(d) δ =0mm,(b)和(e) δ =0.05mm,(c)和(f) δ =0.10mm。
主要结论
基于对Zr中间层厚度(δ)在10毫米厚6082-T6铝合金振荡激光-电弧复合焊接中影响的研究,得出以下结论:
(1)焊缝中激光主导熔化区(LZ)的深度相对于未添加Zr的情况有所降低。当Zr中间层厚度分别为0.05毫米和0.1毫米时,LZ深度分别减小约11.7%和21%。在中间层厚度为0.1毫米时,平均LZ宽度也缩短了35%。然而,过量引入Zr会导致其在局部焊缝区域偏析,降低成分均匀性。
(2)添加0.05毫米Zr中间层后,焊缝上部电弧主导区(AZ)和下部LZ的晶粒尺寸分别细化86.4%和86.0%,等轴晶比例分别提高至89%和92%。焊接接头的极限抗拉强度和延伸率分别达到261.6 MPa和12.2%。此外,焊缝平均硬度为96.5 HV,较未添加Zr时提高了18.4%。
(3)Al₃Zr析出相在焊缝凝固过程中发挥双重作用。首先,它作为异质形核剂促进晶核形成,从而细化焊缝微观组织,并将熔合线附近的柱状晶转变为等轴晶。其次,它通过钉扎效应抑制晶粒生长。等轴晶比例的增加降低了焊接接头的各向异性。
主要信息
Synergistic effect of beam oscillation and Zr micro-alloying on grain refinement and mechanical properties of laser-arc hybrid welded thick-plate aluminum alloy
https://doi.org/10.1016/j.msea.2026.149723
