
导读
对变间隙厚板进行焊接是大规模构件制造中关键且不可或缺的工艺,其核心挑战在于窄间隙工况下的熔深不足或驼峰状成形,以及宽间隙工况下的焊缝塌陷。本研究通过深入分析电弧行为、熔池流动及驼峰形成过程,阐明了耐候钢变间隙振荡激光-电弧复合焊接的特性,系统研究了厚板钢材整条焊缝的间隙容限与驼峰缺陷抑制机制,并揭示了相关机理。在优化振幅为1.5 mm、频率为200 Hz的振荡参数下,焊缝在0 mm和2.5 mm间隙条件下均实现了良好的成形质量,无驼峰缺陷与塌陷现象。引入激光振荡后,电弧燃烧稳定,电弧偏转程度因电弧导电路径改善而显著降低。驼峰缺陷的抑制与小孔尺寸稳定性及熔池流动充分性密切相关。本研究成果为在大间隙条件下提高厚板激光-电弧复合焊接的间隙桥接能力,并同步消除小间隙工况下的驼峰缺陷提供了重要参考。此外,本研究推动了振荡激光-电弧复合焊接技术的发展,并促进了该技术在高速列车、船舶制造及能源装备等多个制造领域大型构件焊接中的应用。
主要图表

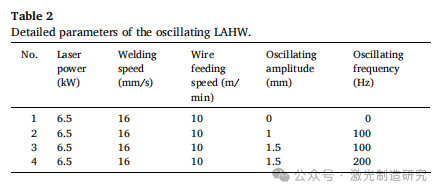
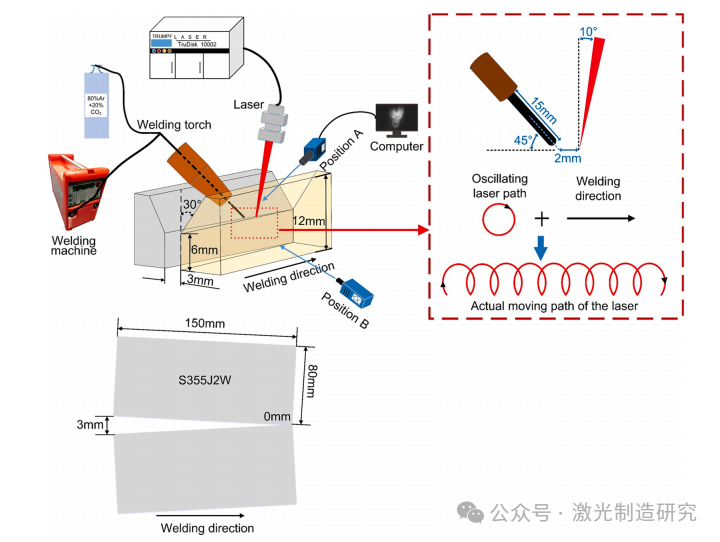
图1. 实验装置示意图及光束振荡模式。预先制备带有Y形凹槽的平板。高速摄像系统分别在A、B位置记录熔池的上表面和下表面。检流计控制激光束的圆周振荡。
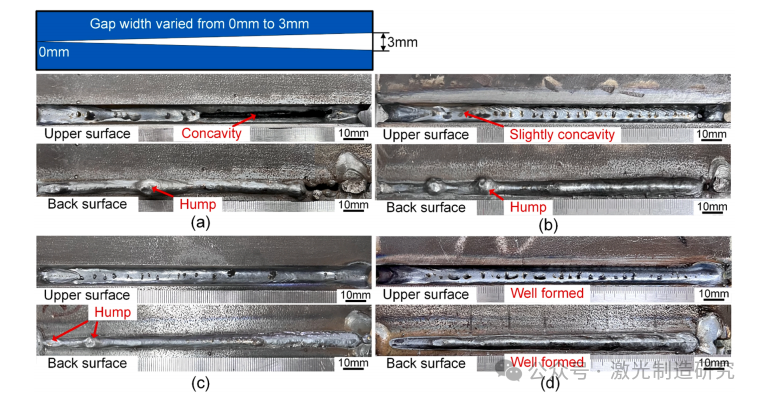
图2. 不同焊接参数下的焊缝形貌。沿焊接方向的间隙宽度从0至3毫米变化:(a) 无振荡;(b) 振荡幅度1毫米,振荡频率100赫兹;(c) 振荡幅度1.5毫米,振荡频率100赫兹;(d) 振荡幅度1.5毫米,振荡频率200赫兹。
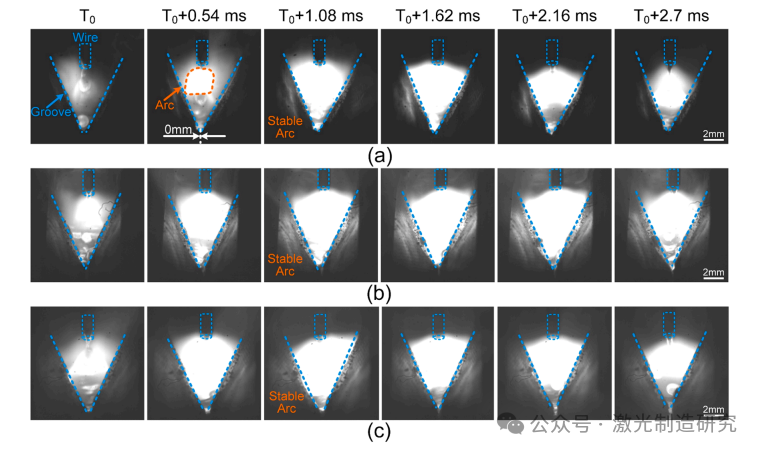
图3. 0毫米间隙条件下不同参数的弧形形态变化(从T0至T0+2.7毫秒):(a) 非振荡激光;(b) 幅度1毫米,频率100赫兹;(c) 幅度1.5毫米,频率200赫兹。
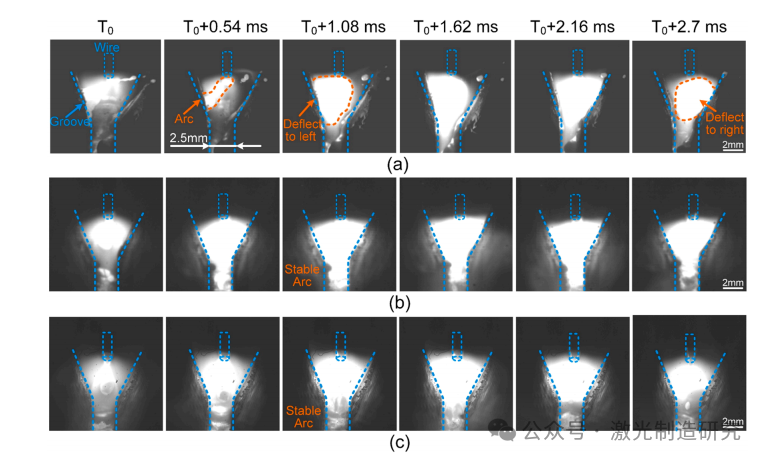
图4. 不同参数下2.5毫米间隙从T0至T0+2.7毫秒的弧形形态:(a)非振荡激光;(b)振幅1毫米,频率100赫兹;(c)振幅1.5毫米,频率200赫兹。
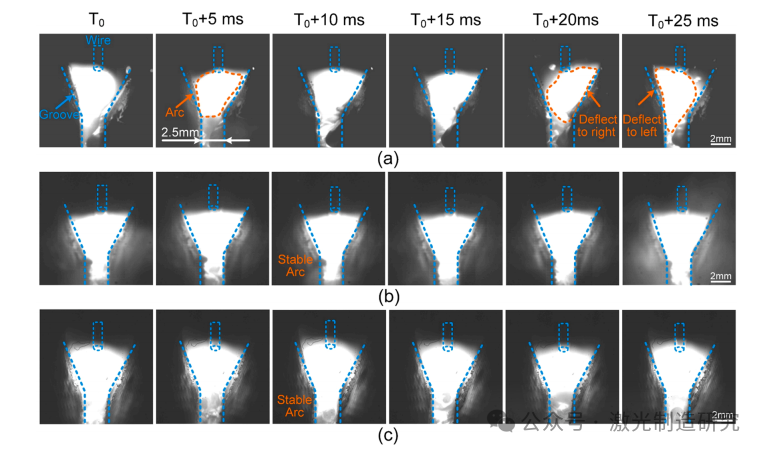
图5. 脉冲峰值期间六个不同时间点的弧形形态(时间间隔为T0至T0+25毫秒,间隙为2.5毫米):(a) 非振荡激光;(b) 幅度为1毫米、频率为100赫兹;(c) 幅度为1.5毫米、频率为200赫兹。
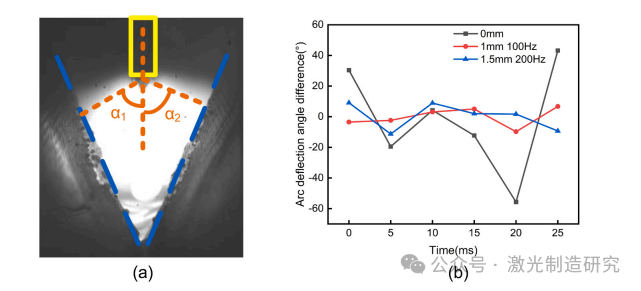
图6.在2.5毫米间隙下六次测量的电弧偏转角:(a)电弧偏转示意图;(b)不同参数下的电弧偏转角度。 α1 与 α2 的差值即为电弧偏转角度。
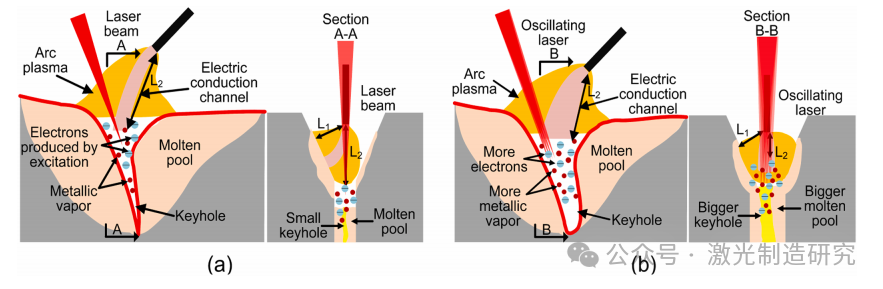
图7. 弧形传导示意图:(a) 非振荡激光与 (b) 振荡激光;L1为焊丝尖端至侧壁的距离,L2为焊丝尖端至键孔顶部的距离。
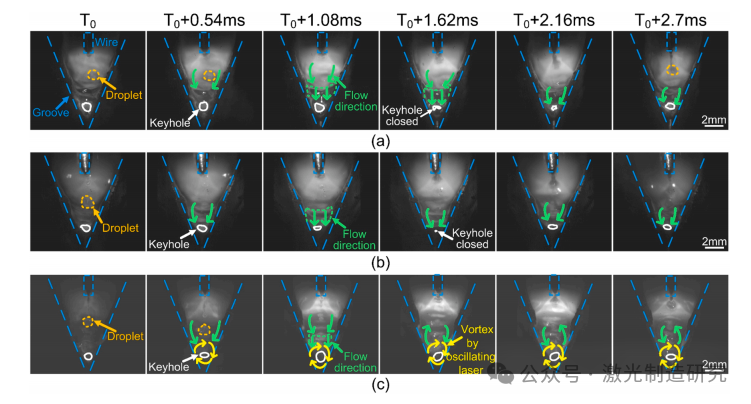
图8. 间隙为0毫米时熔池流从T0到T0+2.7毫秒的演变:(a)非振荡激光;(b)振幅1毫米、频率100赫兹;(c)振幅1.5毫米、频率200赫兹。黄色箭头与绿色箭头分别表示振荡激光产生的涡旋及液态金属的流动方向;白色线条与橙色线条分别代表键孔结构与液滴形态。
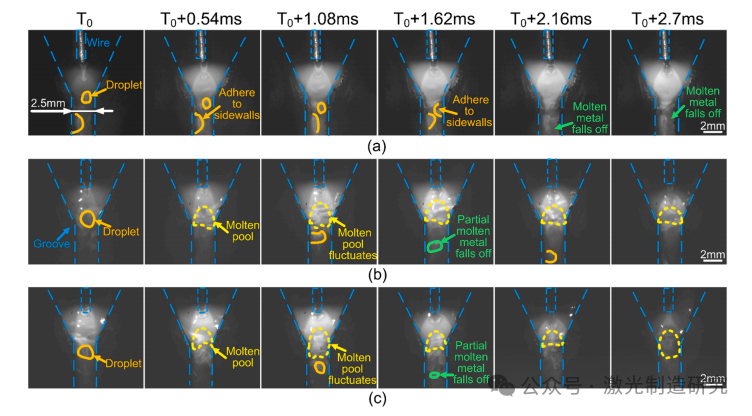
图9. 2.5毫米间隙下熔池从T0到T0+2.7毫秒的流动行为:(a)非振荡激光;(b)振幅1毫米,频率100赫兹;(c)振幅1.5毫米,频率200赫兹。橙色、黄色和绿色箭头分别指示液滴、熔池轮廓及部分熔融金属脱落。
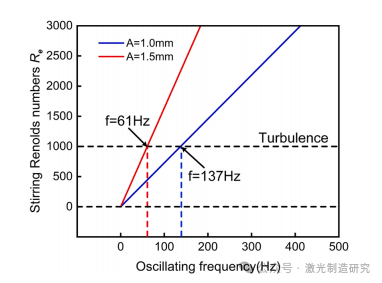
图10. 不同激光振荡参数下的雷诺数。

图11. 振荡激光振幅为1 mm、频率为100 Hz时的驼峰形成过程。黄色与绿色虚线分别代表熔融金属边缘与凝固焊缝。

图12. 当激光振荡幅度为1.5毫米、频率为200赫兹时,驼峰形成受到抑制。黄色和绿色虚线分别代表熔融金属边缘和凝固焊缝。
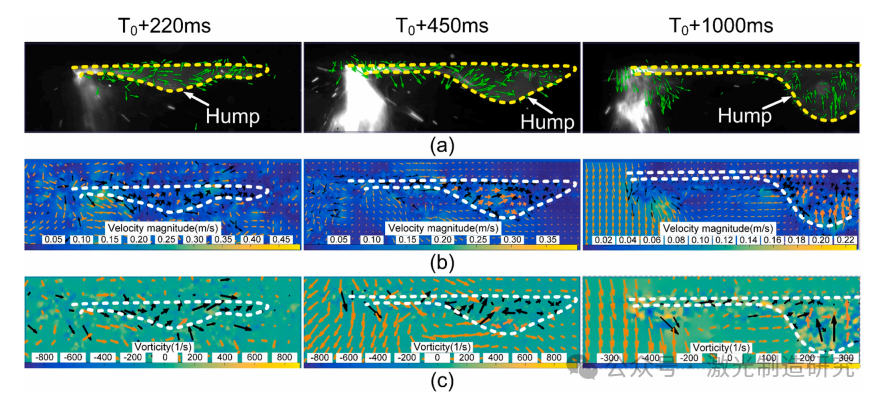
图13. 根部隆起形成过程中不同时刻的颗粒图像测速计算结果:(a) 速度矢量分布;(b) 速度场分布;(c) 涡度场分布。黄色与白色线条标示隆起轮廓。
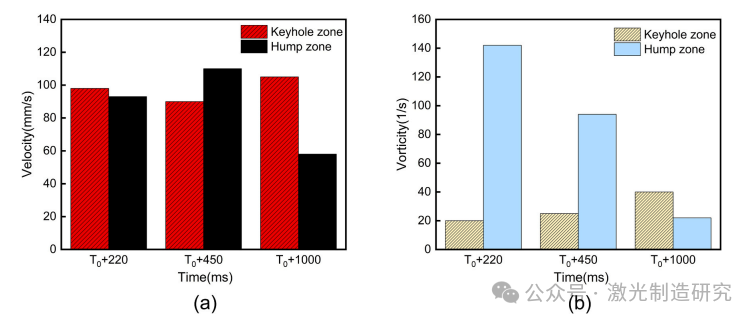
图14. 根部隆起形成过程中不同时刻的流速与涡度变化:(a) 流速变化;(b) 涡度变化。
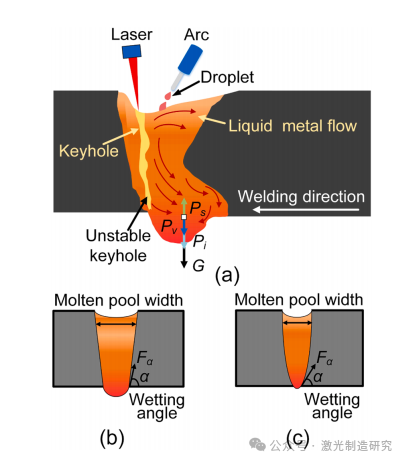
图15.根部凸起熔池流动示意图及键孔开口尺寸:(a)熔池流动行为示意图,其中Ps为表面张力,Pi为动态冲击压力,Pv为蒸汽回弹压力,G为液态金属静水压力;(b)大熔池尺寸下表面张力示意图;(c)小熔池尺寸下表面张力示意图,其中 α 为润湿角, Fα 为毛细力。
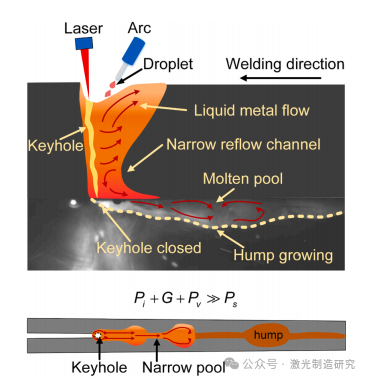
图16. 非振荡激光焊接中驼峰形成的示意图;Ps为表面张力,Pi为动态冲击压力,Pv为蒸汽反冲压力,G为液态金属静水压力。
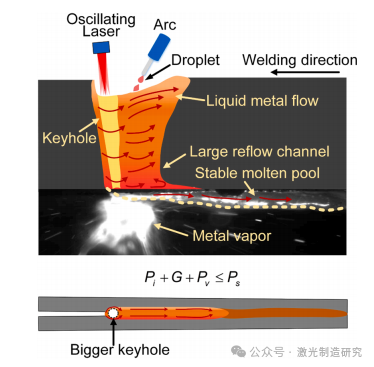
图17. 振荡激光-电弧焊中防止根部凸起的机理;Ps为表面张力,Pi为动态冲击压力,Pv为蒸汽回弹压力,G为液态金属静水压力。
主要结论
本研究开发了适用于高速列车用耐候钢厚板焊接的变间隙振荡激光-电弧复合焊接技术。该方法在抑制窄间隙下驼峰缺陷的同时,确保了宽间隙下的良好焊缝成形。研究明确了熔池流动、电弧行为与焊缝成形之间的关联,并基于小孔和熔池流动行为揭示了驼峰抑制机制。主要结论如下:
1.采用振荡激光改善了焊缝成形。在1.5 mm振幅与200 Hz频率的振荡参数下,无间隙(0 mm)与2.5 mm间隙条件下均获得了无驼峰、无塌陷的良好焊缝成形。
2.引入振荡激光后,在2.5 mm间隙条件下电弧偏转角差的标准偏差降低了约85.2%。由于振荡激光对熔池的搅拌作用,更多激发电子和金属蒸气从小孔逸出,增强了电弧的导电路径,提高了电弧在间隙中的爆发稳定性。
3.振荡激光促进了熔池流动的稳定性。在大振幅与高频率的振荡激光作用下,小孔周围形成涡流,有助于缓冲熔滴冲击。此外,由于激光热源作用范围扩大,熔池在宽间隙下未发生塌陷。
4.小孔尺寸与稳定性以及熔池充分的流动性对驼峰抑制起关键作用。振荡激光维持了小孔的稳定开口,释放了部分动态冲击力。同时,根部较大的熔池尺寸与振荡激光共同促进了液态金属的向上回流,支撑了背面熔池的稳定。
5.理解间隙中的电弧传导机理为优化振荡激光参数、提升电弧稳定性提供了重要参考,尤其对厚板窄间隙激光-电弧复合焊接具有指导意义。本研究发展了一种有效分析焊接过程中液态金属流动特性的方法,有助于深化对焊缝成形机制的理解。
6.本研究为高速列车、船舶制造及能源装备等大型构件焊接中变间隙条件下的焊缝缺陷消除提供了重要参考。然而,在变间隙振荡激光-电弧复合焊接中,激光热密度分布与等离子体动力学行为更为复杂,仍需进一步深入研究。
主要信息
Mechanisms of gap bridging and hump suppression in oscillating laser-arc hybrid welding of thick plate steel under variable gap conditions
https://doi.org/10.1016/j.jmatprotec.2025.118819
