西南交通大学的研究员在Optics and Laser Technology期刊上发表文章Monitoring of distance between laser beam and arc in laser-arc hybrid welding based on deep learning。
01 论文导读
激光-电弧复合焊接凭借其高电弧稳定性、高激光吸收效率、深熔透和高制造效率,已成为航空航天、船舶制造等领域的关键连接技术。然而,其工艺参数复杂,其中激光束与电弧之间的距离(DLA)是影响热源耦合效果、焊缝成形质量的核心参数之一。在实际焊接过程中,由于机械系统误差、工件厚度变化等因素,DLA易发生波动,进而影响焊接稳定性与接头性能。传统的基于声学、热像或单一视觉特征的监测方法难以实现对DLA的实时、非接触式精确测量。该研究提出了一种基于熔池图像与卷积神经网络(CNN)的智能监测方法,通过深度学习直接从熔池图像中识别与回归DLA,为实现焊接过程的在线质量监控与自适应控制提供了新的技术途径。
02 全文概述
该研究开发了一种基于CNN的DLA分类与回归监测方法。首先,在六种固定DLA值下采集熔池图像,训练一个四层卷积的CNN分类模型。其次,通过迁移学习,将训练好的分类模型转换为回归模型,用于预测连续变化的DLA值。研究设计了四种不同的训练与测试案例(包括不同板厚、不同DLA变化策略),以验证模型的准确性、鲁棒性与泛化能力。结果表明,分类模型准确率达99.83%,回归模型在各案例下的平均绝对误差均小于0.3 mm,单帧图像处理时间约2 ms,满足实时监测要求。
03 图文解析
图1展示了激光-电弧复合焊接实验系统的核心配置及DLA的几何定义。系统集成Trumpf盘式激光器与Fronius焊机,相机以60°夹角安装在热源后方。DLA定义为激光光斑中心至焊丝末端与工件表面接触点的距离,并根据该交点相对于工件表面的位置,定义了DLA的正、负、零值,清晰阐明了监测对象的物理意义。
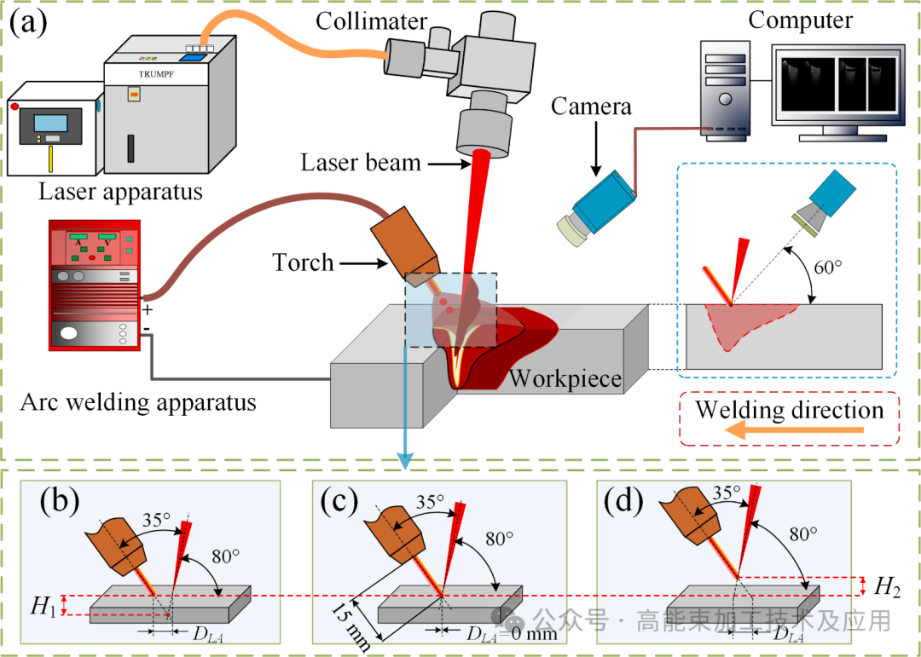
图1. (a) 激光‐电弧混合焊接系统的示意图;(b) DLA 为正; (c) DLA 为零;(d) DLA 为负。
图2直观揭示了DLA对焊接过程与焊缝质量的显著影响。随着DLA从正值减小至负值,焊缝熔深增加,但飞溅现象加剧。定量分析表明,当DLA = 1 mm时,电弧燃烧区域像素面积最小,表明激光对电弧的压缩效应最强,热源耦合最优。该结果为理解DLA的工艺影响及后续模型特征学习提供了物理依据。
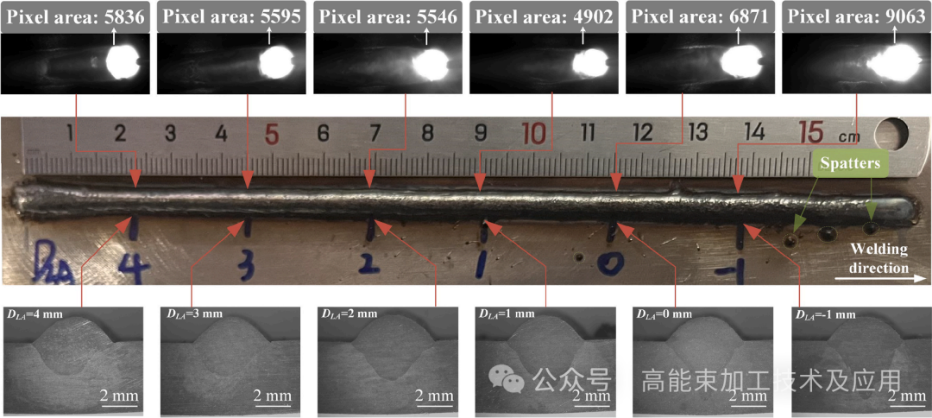
图2. 焊缝表面外观、熔池行为和横截面在不同 DLA 值下的情况。
图3展示了分类实验中使用CNN模型的架构。在计算前,输入图像进行批量归一化。每层的输出尺寸标记在图3。输出是与设定的DLA条件对应的标签值。实验中有六种 DLA 值,包括 1,0,1,2,3,和 4毫米 。相应地,这些DLA值的标签分别定义为0,1,2,3,4和5(图3)。构建的训练和测试数据集分别包含1800和600张图像。在机器学习中,模型的过拟合会显著降低其泛化能力并浪费计算资源。这表现为模型在训练数据集上表现良好,但在测试数据集上表现差。该研究使用数据增强、批量归一化和早停法来防止模型在训练过程中过拟合。训练过程持续20个训练周期,批大小为15。
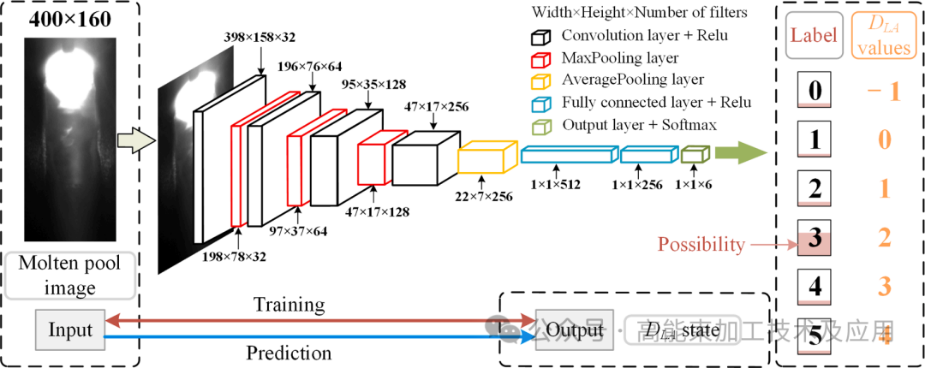
图3. DLA 分类模型的原理和架构。
图4展示了在下采样和维度升级期间提取的特征图,包括第一层、第三层、第五层和第七层。如图4((a)-(c))所示,这些图的实验条件是DLA值为1 mm、0 mm和1 mm,特征图的大小随着CNN模型深度的增加而减小,特征图将进一步突出输入图像的详细特征。相比之下,可以看出,特征图彼此之间有明显的不同。熔池轮廓和燃烧电弧是CNN模型判别的最重要特征。因此,该模型可以获得基于这些具有显著差异的特征的突出的分类性能。
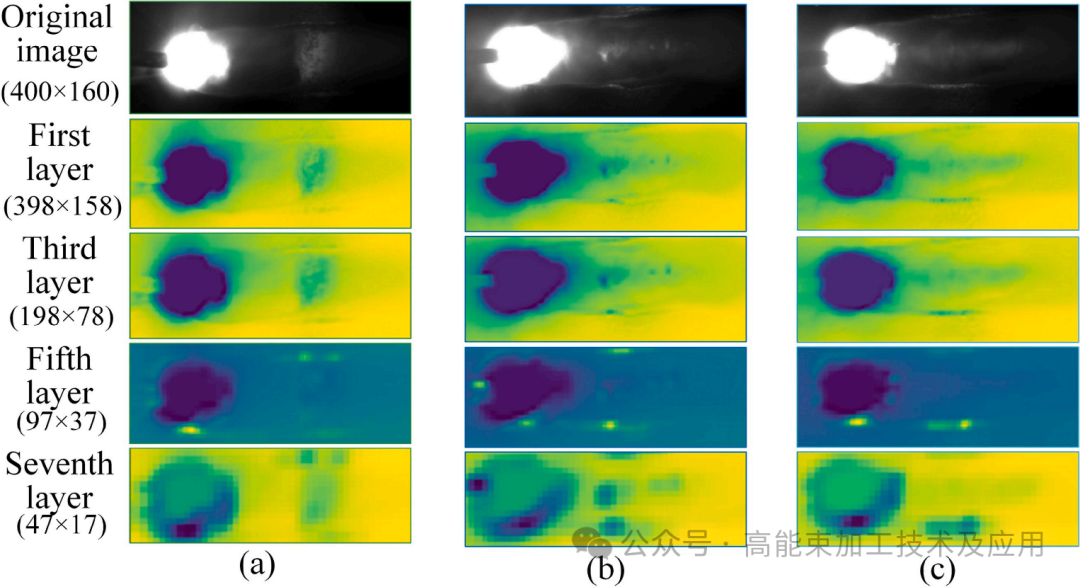
图4.三种类型的 DLA 值网络特征图:(a) 1 毫米;(b) 0毫米;(c) 1毫米。
04 结论
为解决激光-电弧复合焊接中关键参数DLA的实时监测难题,该研究建立CNN模型,用于分类和定量估计激光束与电弧在激光‐电弧混合焊接中距离,该距离基于相机收集的熔池图像。CNN模型有效地学习与熔池图像的DLA状态相关的特征,并表现出优异的估计精度和泛化能力。主要结论如下:(1)激光与电弧的最佳耦合效果在DLA为1毫米时获得,当DLA值为负时会出现飞溅。在焊接过程中DLA值保持恒定的实验条件下,分类CNN模型可以分类六种不同DLA值的熔池图像。实现了99.83%的分类精度。(2)设计了不同工件厚度焊接过程中捕获的熔池图像,用于训练和测试CNN模型的三种策略。三种训练和测试策略的估计结果MAEs分别为0.208、0.288和0.218毫米,验证了所构建CNN模型的准确性和可用性。(3)采用另一种具有反向变化DLA值的DLA值变化策略,用于测试CNN模型的泛化能力。结果表明,实际值与估计值DLA值的MAE为0.166,估计样本的绝对误差中有94.5%小于0.4毫米,证明回归CNN模型能够处理更复杂的制造环境。
论文链接:https://doi.org/10.1016/j.optlastec.2024.110562
