【研究背景】:6082-T6铝合金因其高强度、良好耐蚀性和可焊性,广泛应用于航空航天、轨道交通和汽车制造等领域。然而,传统焊接方法在焊接该合金时易产生热裂纹、未熔合、夹杂和气孔等缺陷,严重影响焊接接头的力学性能和使用可靠性。激光-电弧复合焊接(LAHW)技术结合了激光焊接的高能量密度与电弧焊接的良好填充能力,具备深熔深、高速度、低缺陷等优势,已成为铝合金焊接的重要发展方向。但在实际应用中,由于铝合金对激光反射率高、熔池波动大、匙孔不稳定,焊接过程仍易出现气孔等缺陷。激光功率作为关键工艺参数,直接影响热输入、匙孔行为及熔池流动特性,进而影响焊接过程的稳定性和焊接质量。因此,研究激光功率对脉冲激光-MIG复合焊接过程稳定性的影响,对优化焊接工艺、提升接头性能具有重要意义。
【论文概况】:
采用脉冲激光-MIG复合焊接(PLMHW)技术对6082-T6铝合金进行对接焊接,系统研究了不同激光功率(5.0 kW、5.4 kW、5.8 kW)对焊接过程稳定性、熔滴过渡行为、气孔率、微观组织及力学性能的影响。通过高速摄像、电弧电信号采集、X射线无损检测、硬度测试和拉伸试验等手段,发现激光功率为5.4 kW时焊接过程最为稳定,熔滴过渡呈“一脉一滴”模式,气孔率最低(2.35%),焊缝成形良好,力学性能最佳。研究表明,激光功率通过调控熔滴受力平衡和过渡模式,影响匙孔稳定性和熔池行为,进而决定焊缝组织与性能。
【研究亮点】:
1. 明确了激光功率对脉冲激光-MIG复合焊接过程稳定性的关键作用,最优功率为5.4 kW。
2. 揭示了不同激光功率下熔滴过渡模式的演变规律及其对气孔形成机制的影响。
3. 结合电信号分析、高速摄像与组织性能测试,建立了“激光功率—熔滴过渡—匙孔稳定性—组织性能”之间的关联机制。
4. 发现“一脉一滴”过渡模式最有利于减少气孔、提高焊接质量和力学性能。
【论文图片】:
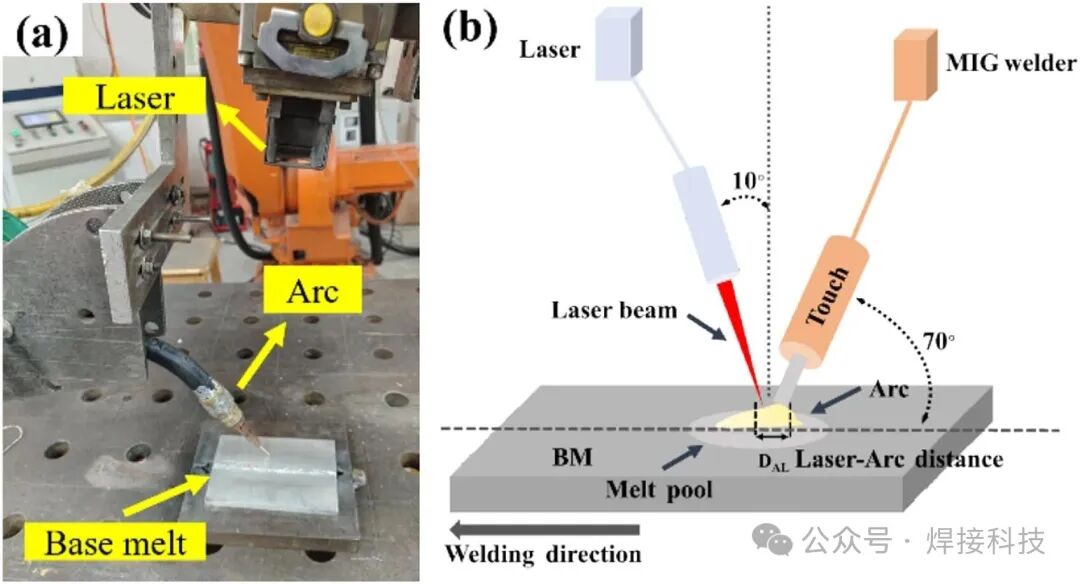
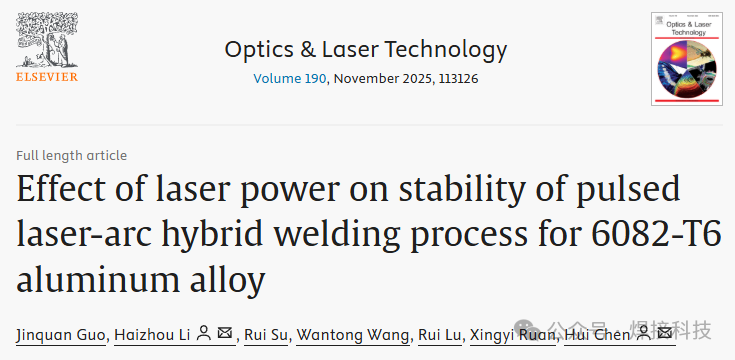
图1. 焊接设备(a)与焊接过程示意图(b)
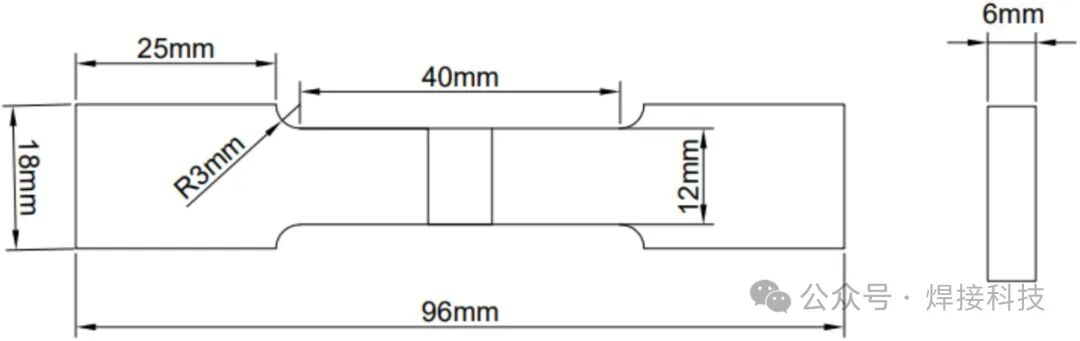
图2. 焊接接头拉伸试样尺寸
图3. 三种激光功率焊缝宏观形貌
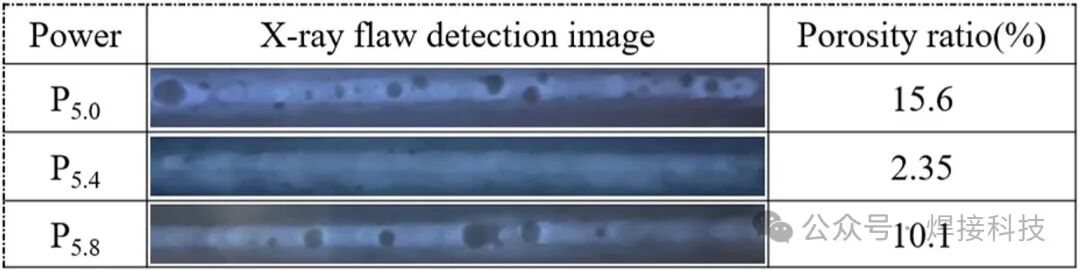
图4. 焊缝X射线无损检测结果
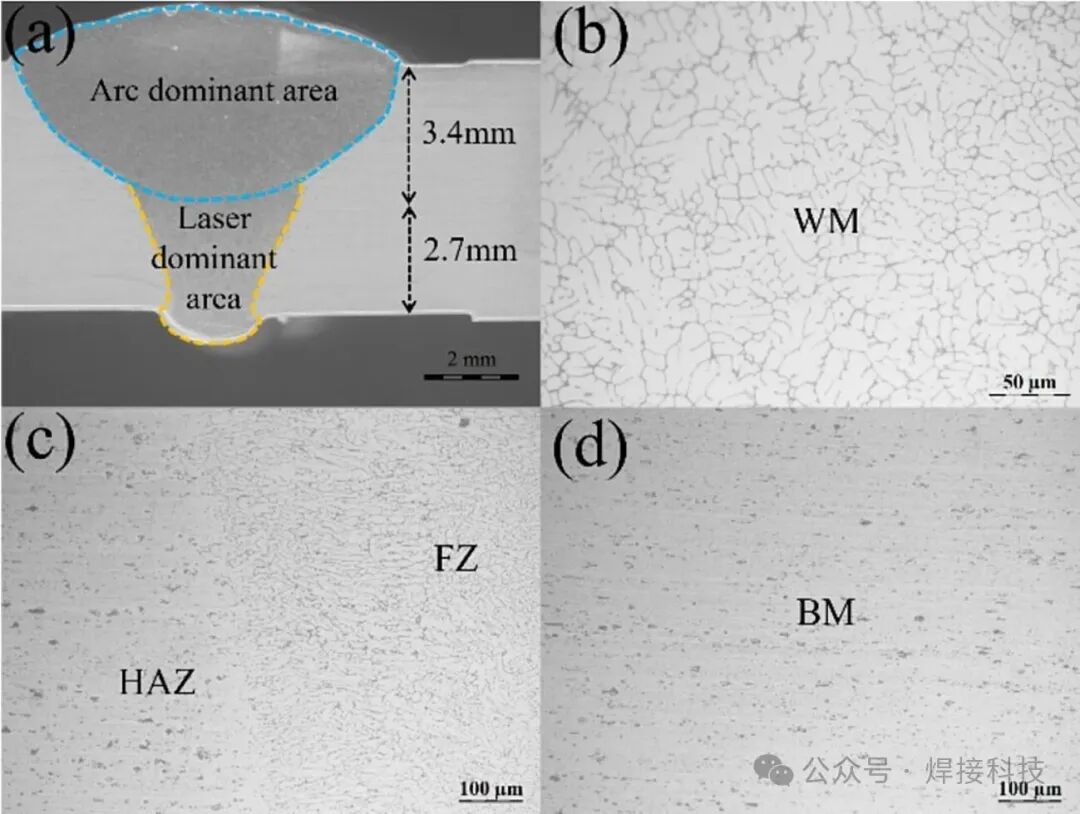
图5. 焊接接头宏观形貌与金相组织:(a)焊接接头,(b)焊缝区,(c)热影响区与焊缝区,(d)母材
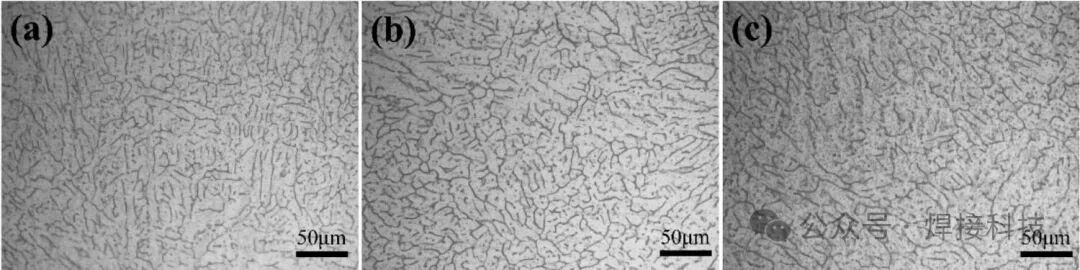
图6. 不同激光功率下焊缝区微观组织:(a)P5.0,(b)P5.4,(c)P5.8
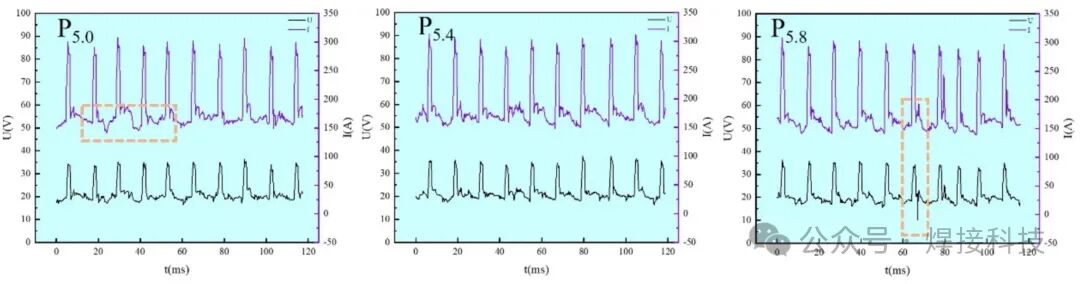
图7. 焊接过程中电流-电压与时间的关系
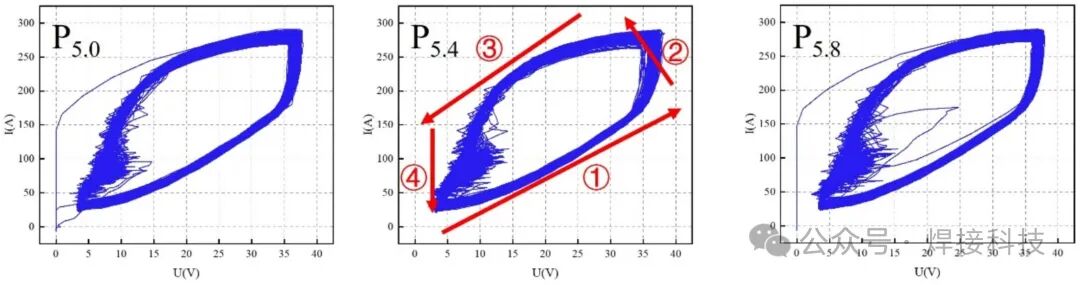
图8. 电弧动态特性曲线
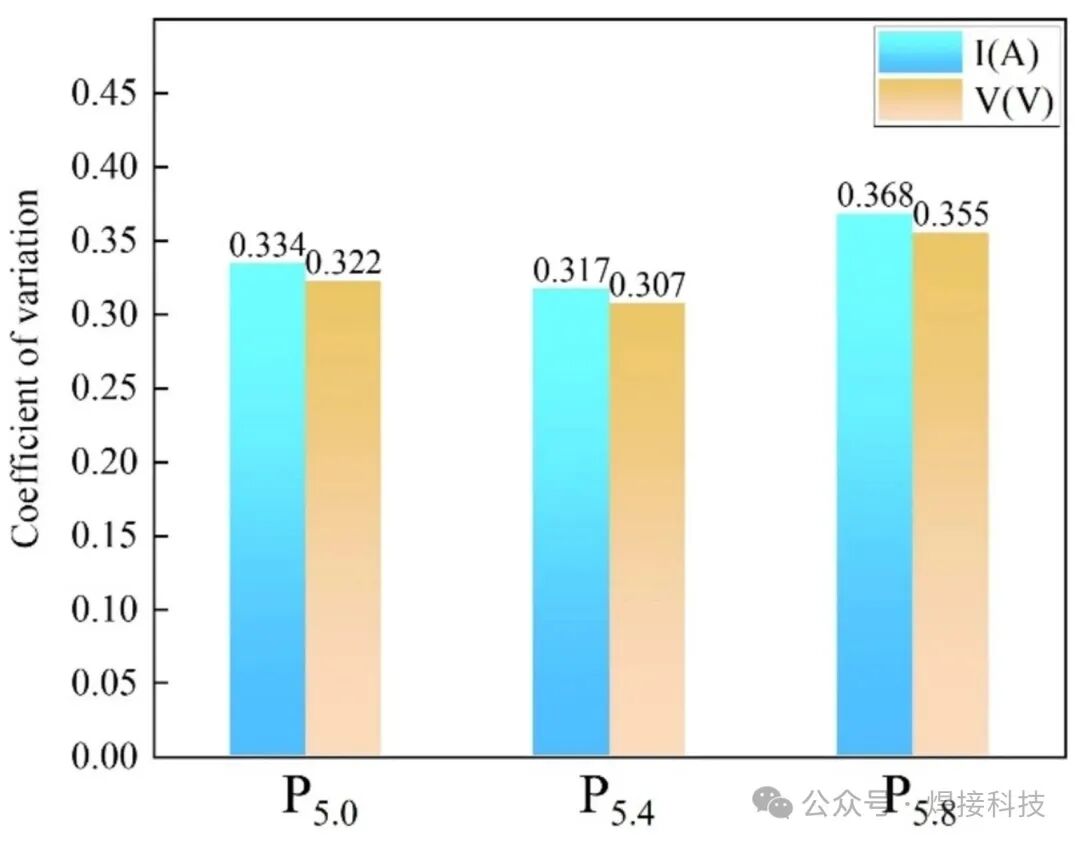
图9. 焊接过程中电流与电压的变异系数
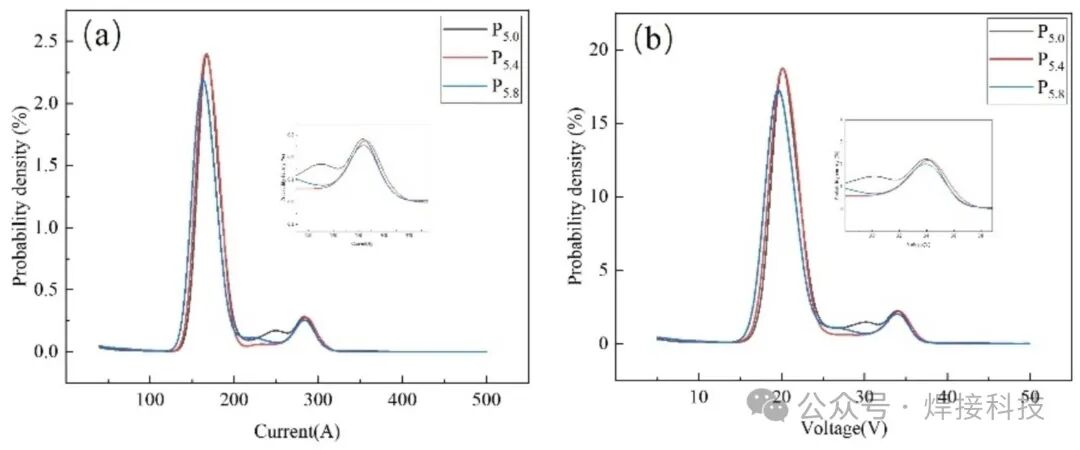
图10. 电流与电压的概率密度分布:(a)电流概率密度,(b)电压概率密度
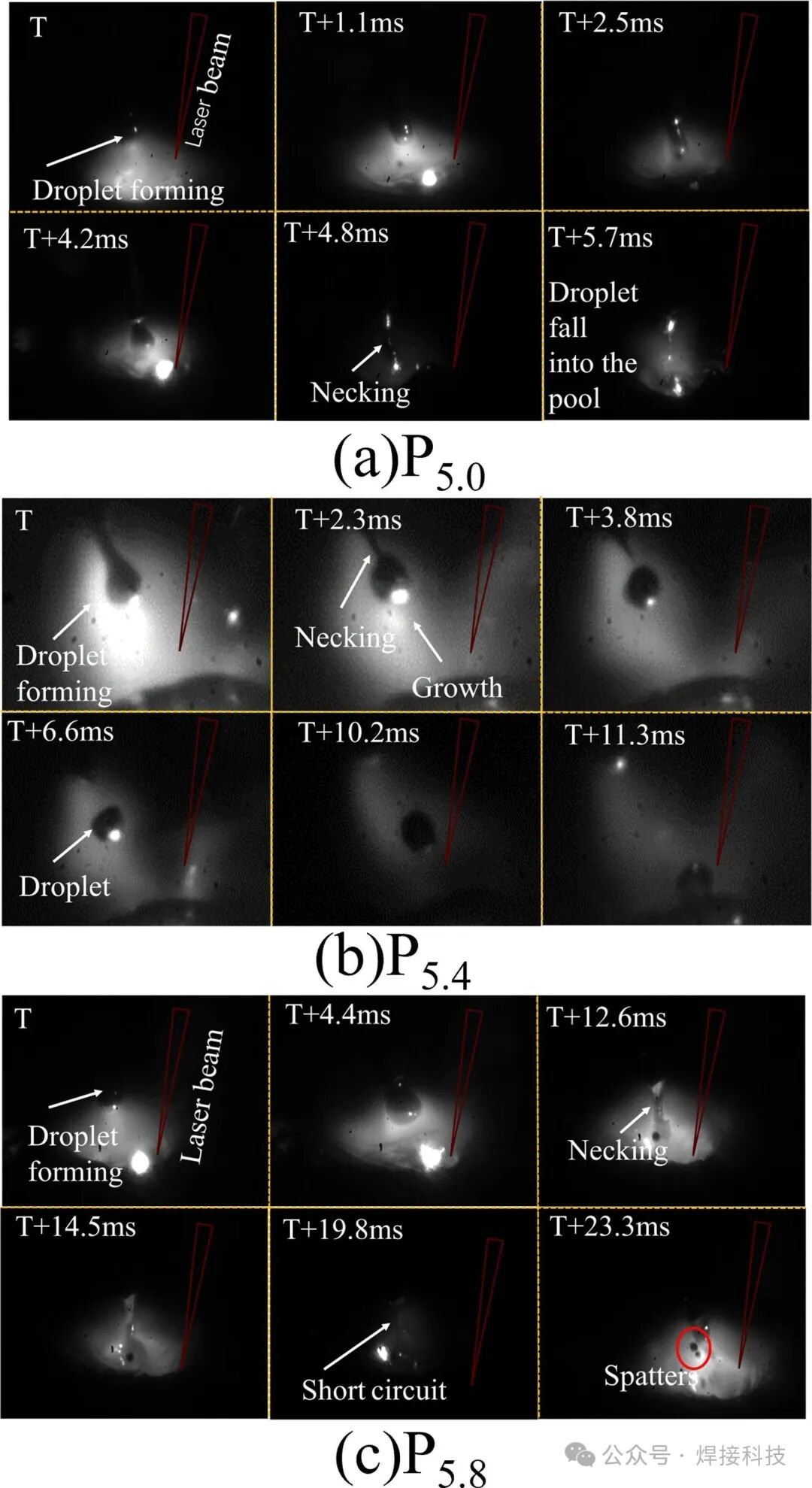
图11. 不同激光功率下的熔滴过渡模式:(a)P5.0,(b)P5.4,(c)P5.8
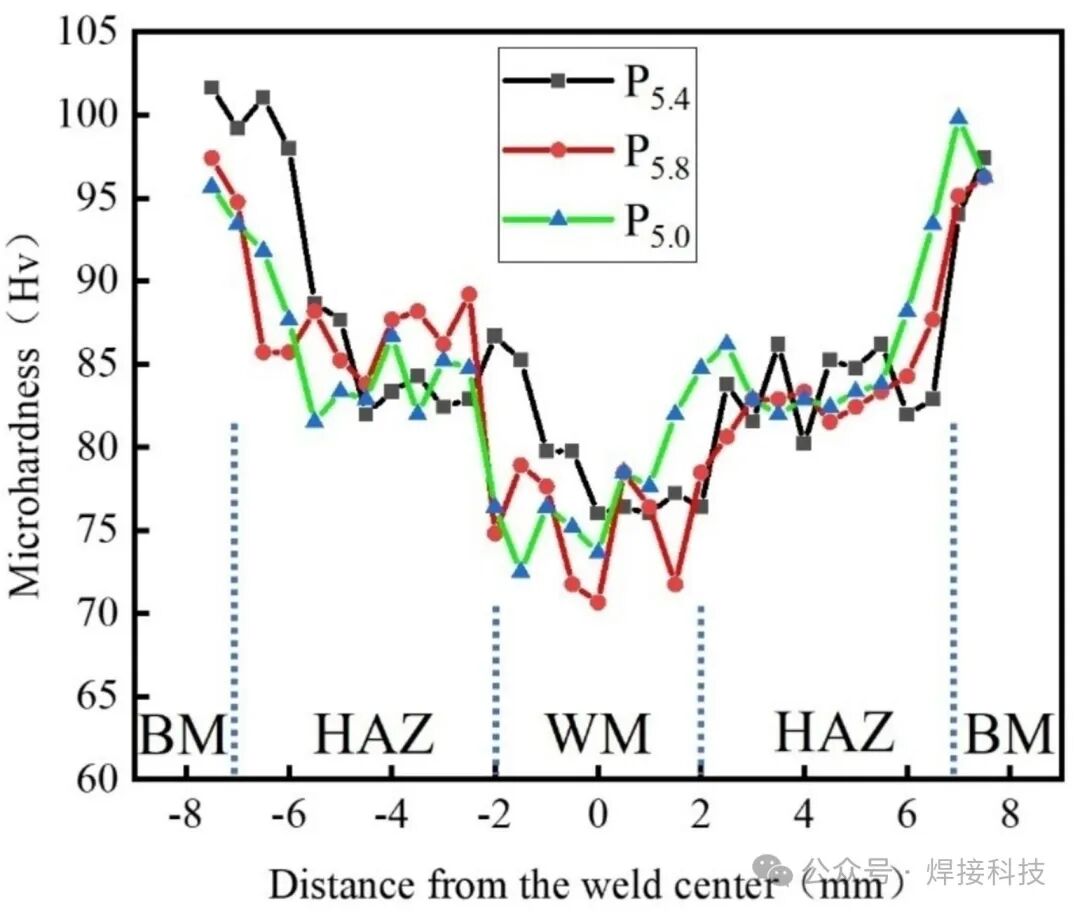
图12. 6082-T6铝合金复合焊接接头显微硬度分布
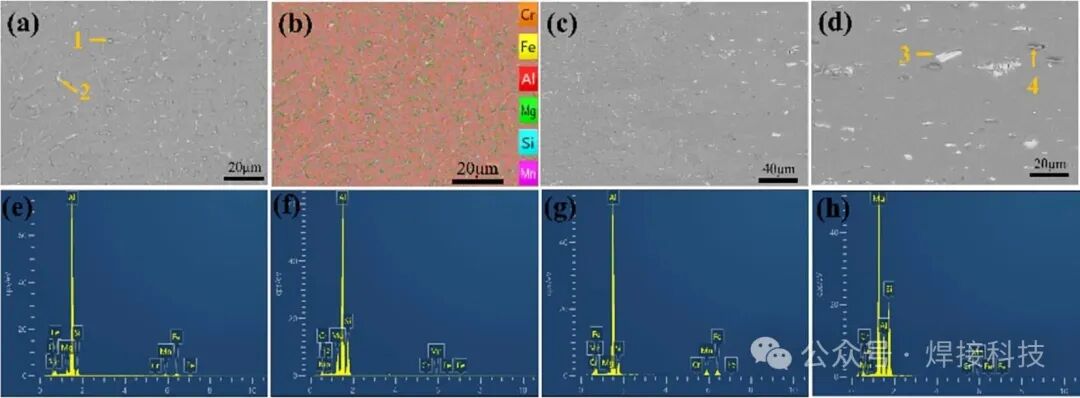
图13. 焊接接头不同区域的SEM与EDS结果:(a)焊缝区,(b)焊缝区元素分布图,(c)热影响区,(d)母材,(e–h)对应区域1、2、3、4的EDS结果
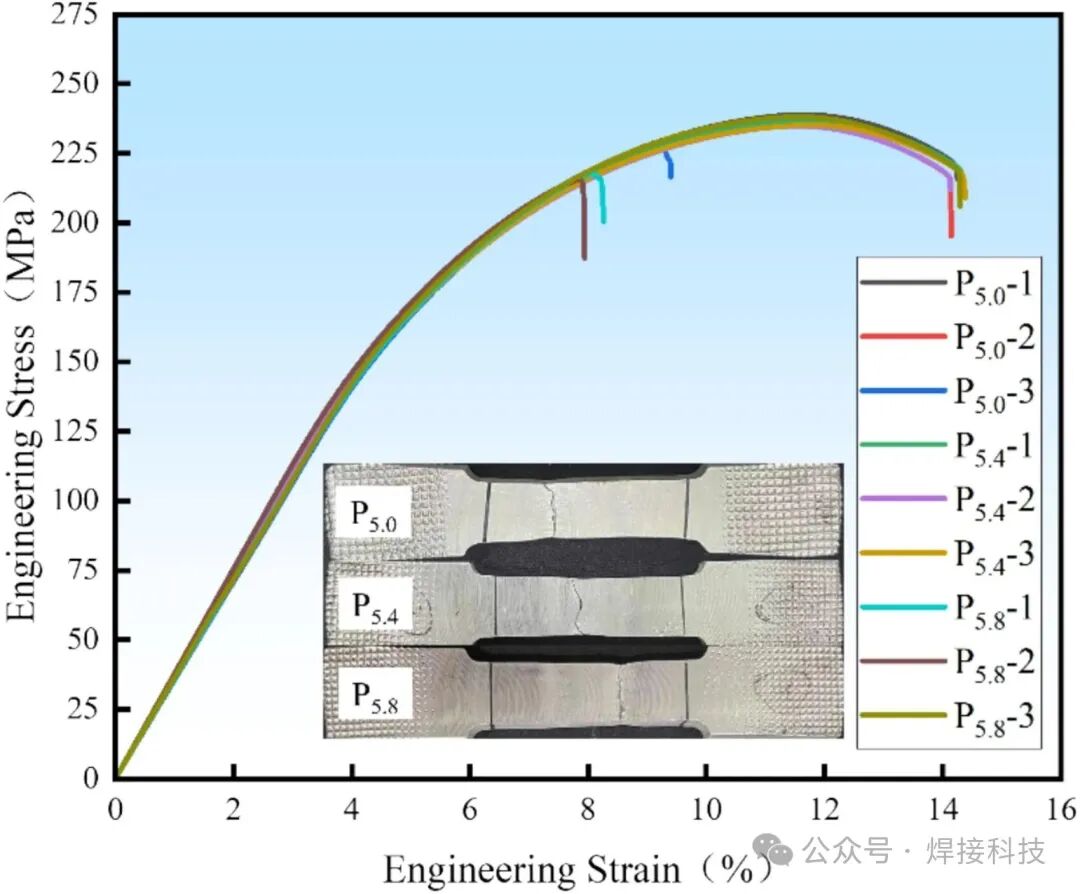
图14. 焊接接头拉伸应力-应变曲线与拉伸断裂试样
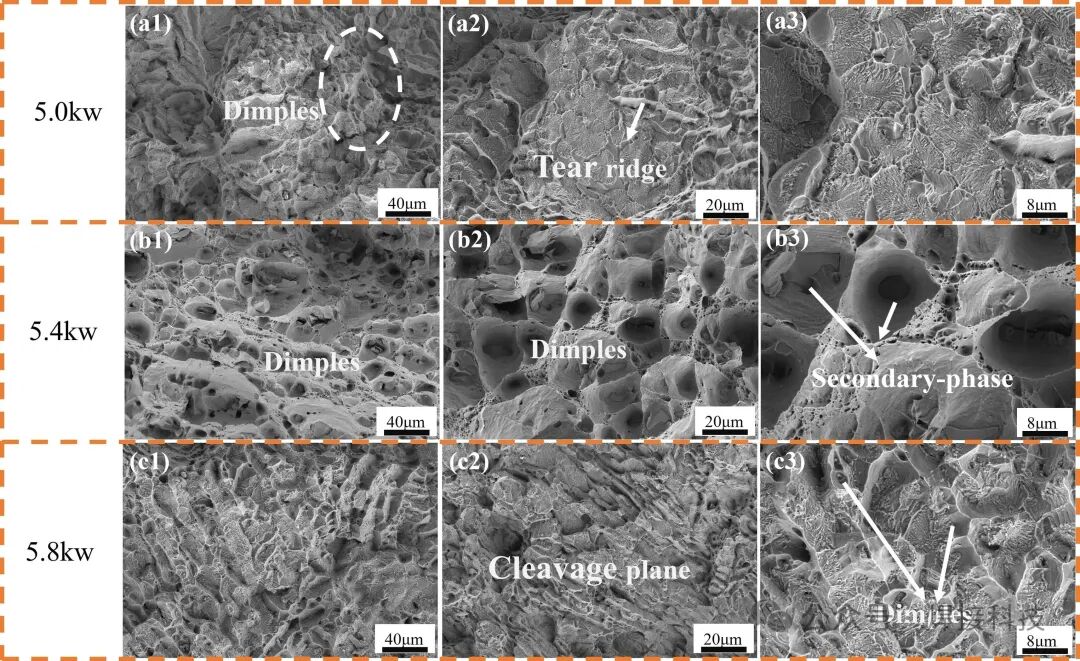
图15. 拉伸断口形貌
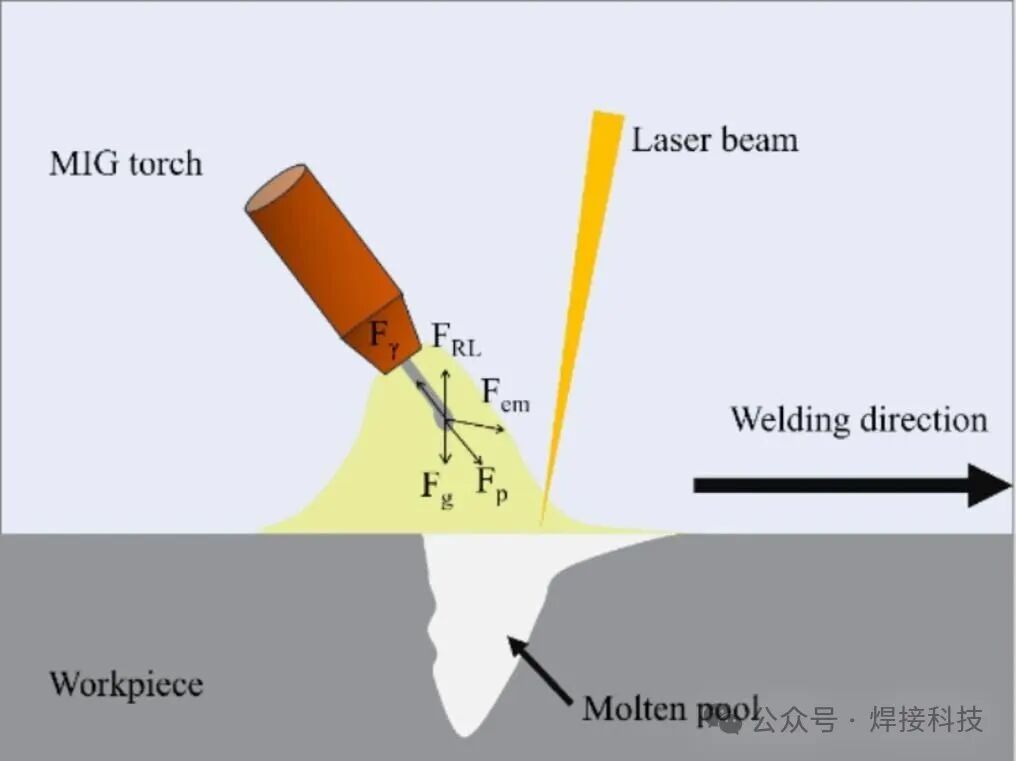
图16. 熔滴过渡过程中的受力示意图
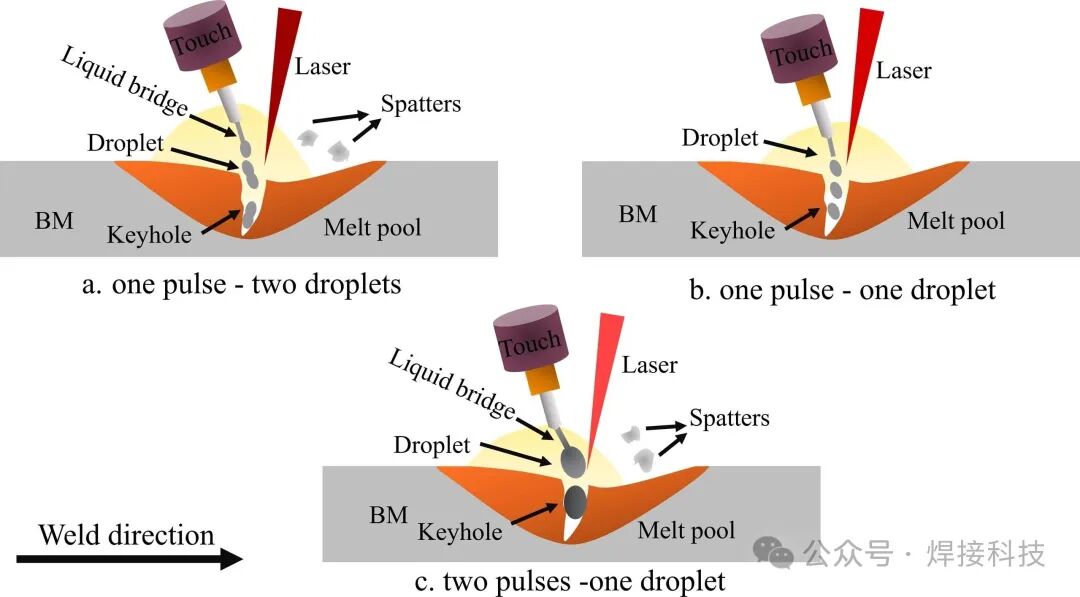
图17. 熔滴过渡机制示意图:(a)一脉两滴,(b)一脉一滴,(c)两脉一滴
【结论】:
1. 当采用P5.4激光功率焊接6082-T6铝合金时,焊接接头成形质量最佳,气孔率仅为2.35%。焊接过程中的电信号状态会影响焊接接头质量,随着激光功率逐渐增大,激光对电弧的影响增强,电弧参数的稳定性也发生变化。
2. 三种不同激光功率对应三种不同的熔滴过渡模式。其中“一脉两滴”和“两脉一滴”过渡模式存在短路和熔滴过大等问题,使熔滴过渡困难。“一脉一滴”是最稳定的过渡模式。熔滴过渡模式影响焊缝气孔的产生,破坏匙孔的稳定性,使卷入的气体难以逸出而残留在焊缝中。
3. 通过对比不同焊接接头的力学性能发现,其硬度、抗拉强度和屈服强度差异不大。由于气孔较少,P5.4焊接接头为韧性断裂,其伸长率具有明显优势。本研究对激光功率影响焊接过程稳定性的探讨不仅限于6082-T6铝合金,也为其他金属材料的焊接工艺提供了有价值的参考。
【论文链接】:
https://doi.org/10.1016/j.optlastec.2025.113126
