中科院分区 1区top 五年影响因子 6.4
导读
由于环境风对电弧燃烧和液滴转移的干扰,现场环境下铝合金的线材电弧增材制造(WAAM)受到了阻碍。为此,研究者引入了一种通过同步供给AlSi5线材和90Mg-5TiO2-5NaF(重量百分比)混合粉末来保护气渣接头的方法。研究发现,这种方法可以将薄壁稳定沉积的风阻从1.5 m/s提高到3.5 m/s。此外,添加的镁元素使晶粒尺寸细化了21 %,并促进了Mg2Si相的形成,从而通过固溶强化效应提高了材料的机械性能。在激光清洁的帮助下,当环境风速为3.5 m/s时,薄壁的孔隙率从54.9 %降低到了28 %。这些改进使得材料的极限拉伸强度和延伸率分别达到了166 MPa和3.7 %,分别达到了室内无风环境中WAAM的98.2 %和31 %。
主要图表

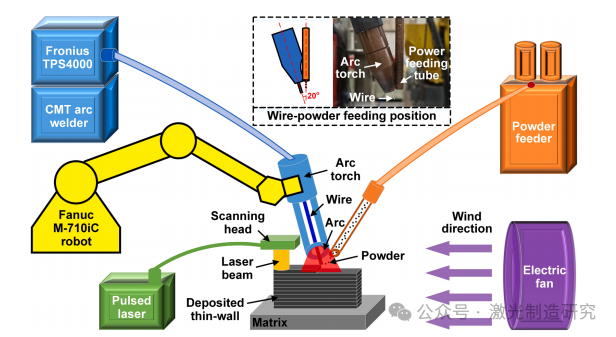
图1.激光辅助WPAAM实验装置示意图。
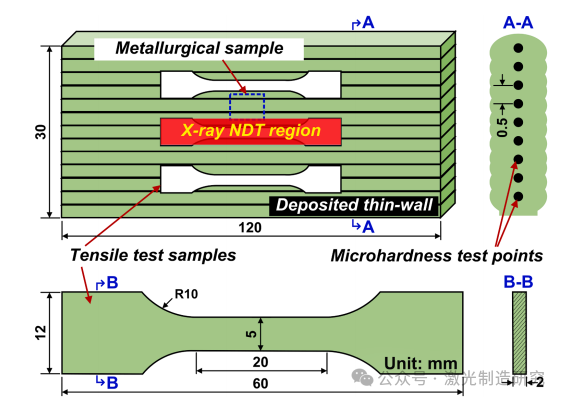
图2沉积薄壁机械性能试验示意图。
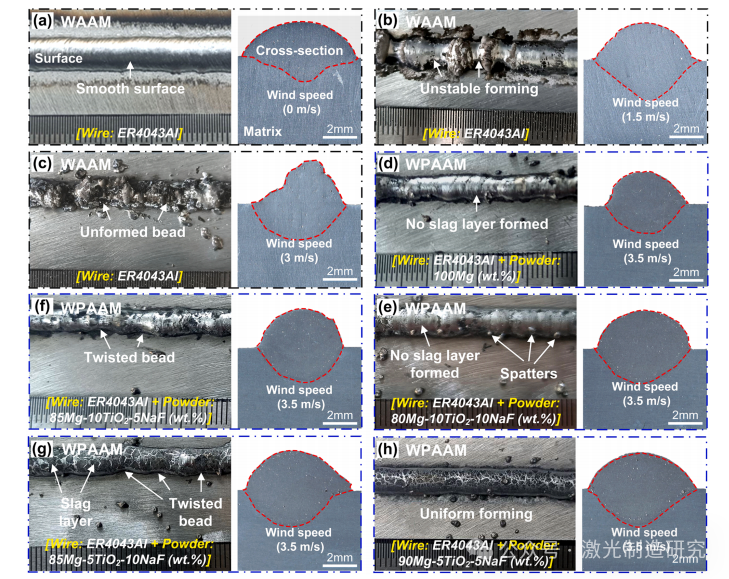
图3展示了在风力环境下单层及单次沉积珠粒的宏观形成过程:(a-c)在风速WS为0至3 m/s时的WAAM工艺;(d-h)在风速WS为3.5 m/s [31]时采用不同粉末配方的WPAAM工艺。
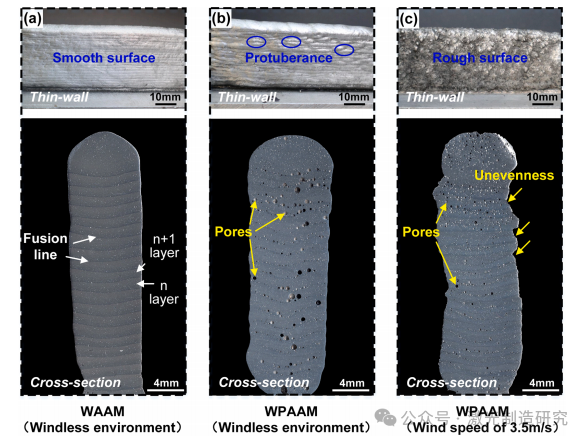
图4展示了沉积薄壁的典型形成特征,包括:(a)无风环境下的WAAM,(b)无风环境下的WPAAM,以及(c)在WS值为3.5 m/s的环境中形成的WPAAM。
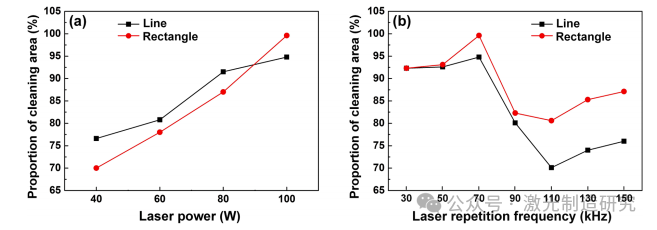
图5激光清洗参数对沉积焊缝表面形成的渣层的清洗面积比例的影响,(a)激光功率,(b)激光重复频率。
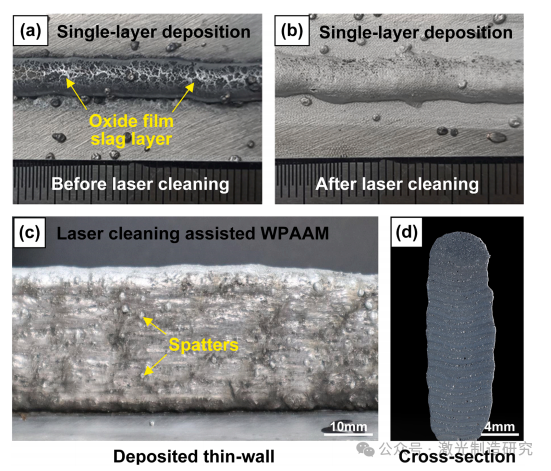
图6.激光清洗辅助的WPAAM宏观形貌,(a)无激光清洗单层沉积,(b)有激光清洗单层沉积,(c-d)有激光清洗多层沉积。
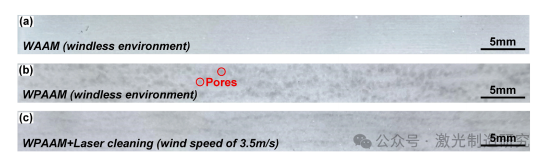
图7.沉积薄壁的X射线无损检测结果,(a)无风环境下的WAAM,(b)无风环境下的WPAAM,(c)WS为3.5 m/s时的WPAAM。
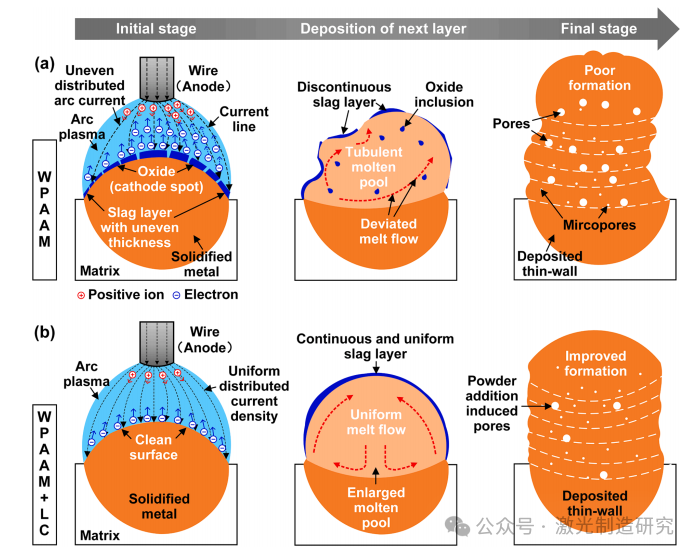
图8激光清洗对WPAAM的影响机理,(a)无激光清洗,(b)有激光清洗,其中“LC”表示激光清洗
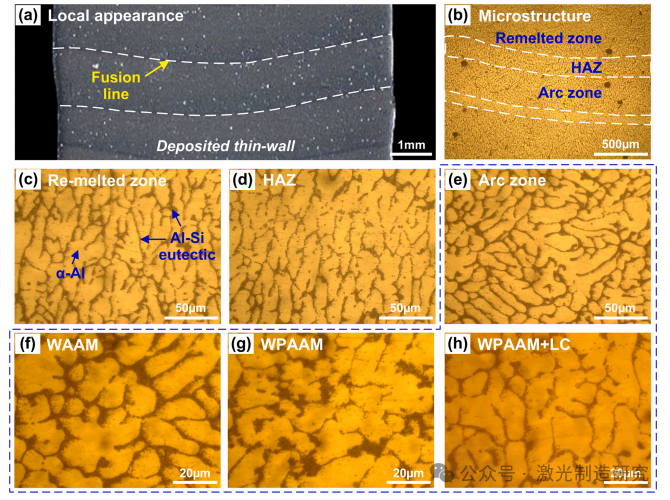
图9展示了沉积薄壁的局部宏观形态及微观结构特征,包括:(a)局部外观,(b)微观结构,(c)再熔化区,(d)热影响区(HAZ),(e)电弧区,以及(f-h)分别来自WAAM、WPAAM和WPAAM+LC工艺的电弧区内微观结构。
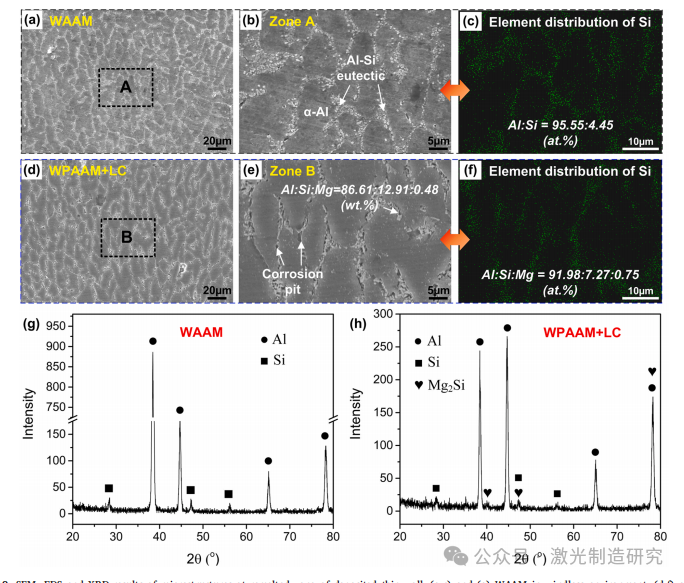
图10展示了沉积薄壁在无风环境下的重熔区(a-c)和(g) WAAM,以及在WS为3.5 m/s时的WPAAM+LC(d-f)和(h)的微观结构的SEM、EDS及XRD分析结果。
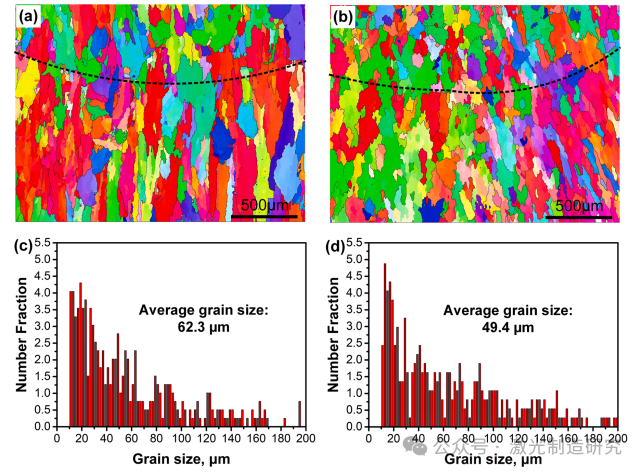
图11展示了EBSD的实验结果,其中(a)和(c)为无风环境下的WAAM测试,(b)和(d)则是在风速为3.5 m/s时的WPAAM+LC测试。
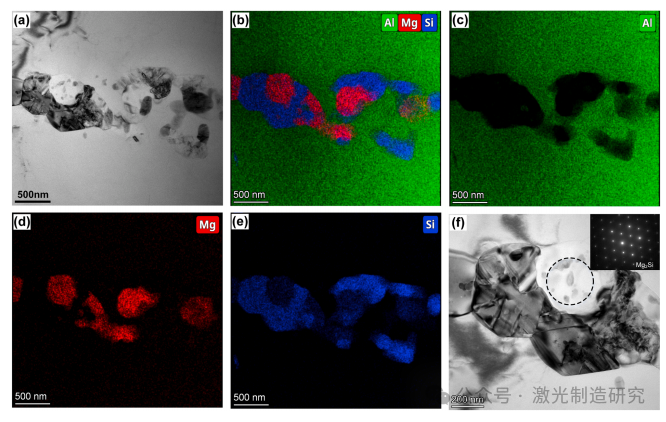
图12.(a-e)通过WPAAM+LC沉积的薄壁的TEM图像及其对应的Al、Mg和Si等主要元素的映射,(f)图12a中放大区域的TEM图像及SAED图案。
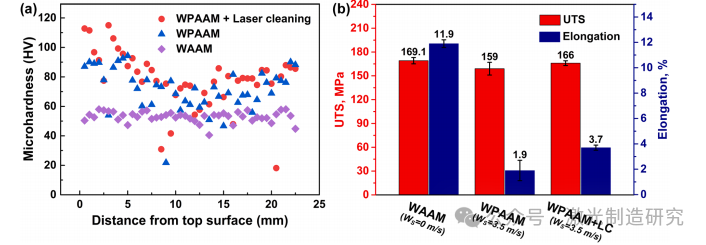
图13.沉积薄壁的机械性能,(a)显微硬度,(b)拉伸性能。
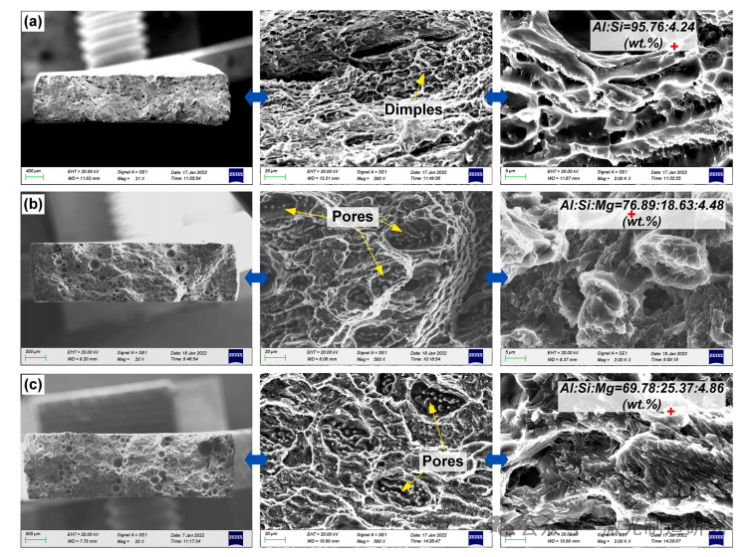
图14.拉伸断裂形态,(a)无风环境下的WAAM,(b)WS为3.5 m/s时的WPAAM,(c)WS为3.5 m/s时WPAAM经+激光清洗后的状态。
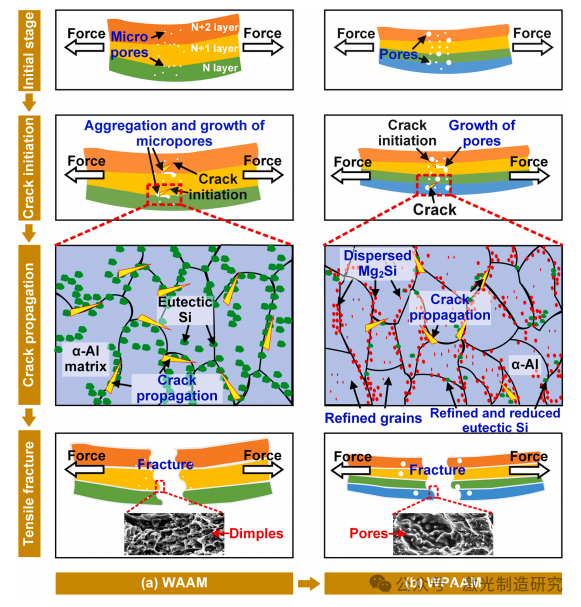
图15.沉积薄壁材料的拉伸断裂机制,(a)无风环境下的WAAM,(b)WS为3.5 m/s时的WPAAM。
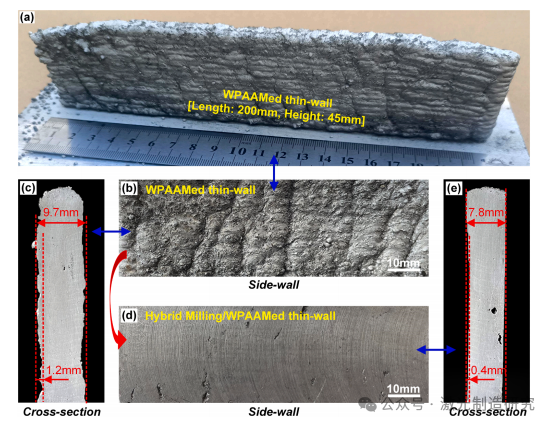
图16.磨削工艺对WS为3.5 m/s的环境条件下WPAAMed大尺寸铝合金薄壁宏观形貌的影响,(a-c)磨削前,(d-e)磨削后。
主要结论
(1)WPAAM的风阻达到了3.5 m/s,成功突破了WAAM在风速≥1.5 m/s时无法成型的技术瓶颈。然而,由于添加的粉末导致渣层分布不均,引发了电弧传导区的跳跃,从而降低了成型精度。此外,孔隙率从0.2 %增加到了54.9 %,与室内WAAM相比,UTS和伸长率分别下降了6%和84 %。
(2)在风速为3.5 m/s的条件下,通过激光清洁去除渣层,WPAAM过程中的电弧稳定性得到了提升,这有助于获得更薄且更平整的壁面,并减少了飞溅。薄壁的极限抗拉强度(UTS)和延伸率分别提高到了166 MPa和3.7 %,达到了室内WAAM工艺的98.2 %和31 %。
(3)通过分析,WPAAM在风环境中获得的机械性能接近室内WAAM。首先,粉末的添加通过增加异质成核过程细化了晶粒。其次,添加的镁促进了Mg2Si的形成,这减少了变形失真能量和共晶Si周围的应力集中。因此,裂纹的萌生和扩展受到抑制,由孔隙引起的机械性能下降也得到了缓解。
主要信息
Laser cleaning assisted wire arc additive manufacturing of aluminum alloy thin-wall through synchronous wire-powder deposition
https://doi.org/10.1016/j.tws.2024.111622
