01.研究背景
在送丝增材制造中,铝合金具有低密度、优异综合性能和成本效益,在汽车、轨道交通和航空航天等行业扮演重要角色。一方面,激光送丝增材制造具有制造小尺度、高精度零件的优势,而电弧增材制造可实现高沉积速率,适用于大尺度零件制造。丝弧混合增材制造可以结合两种热源的优势,提高沉积质量和效率。但是,铝合金对激光具有高反射率,使得激光送丝增材制造难以实现高效和高精度沉积;而电弧送丝增材制造又由于热输入过大,难以精确控制表面形貌和质量。
大量研究表明,工艺参数的变化,特别是送丝速度和扫描速度,会显著影响激光能量的稳定性。普遍认为,电弧存在许多不稳定因素,如熔融金属的磁场、保护气流场和沉积层表面形貌等,会影响电弧形态,从而影响电弧增材制造零件的成形质量。而激光-电弧混合增材制造的研究主要集中在微观组织和力学性能方面,很少涉及沉积精度和效率。
西南交通熊俊教授及其团队在期刊International Journal of Heat and Mass Transfer上发表了题为"A novel pre-melted liquid filler laser directed energy deposition for Al alloy: Process behaviors and filler transfer characteristics"的研究成果。本文提出了一种新型预熔液态填充材料激光送丝定向能量沉积(LF-LDED)方法,以实现高效和高精度的铝合金结构件沉积。在LF-LDED中,线材尖端由气体钨弧(GTA)热源预熔融,形成稳定的熔融金属用于熔池填充。同时,采用8字形振荡激光热源建立初始熔池并精确控制其形态。该研究系统地研究了各种工艺参数对LF-LDED工艺行为的影响,为铝合金LF-LDED应用提供了最佳工艺条件和理论基础。
02.论文图片
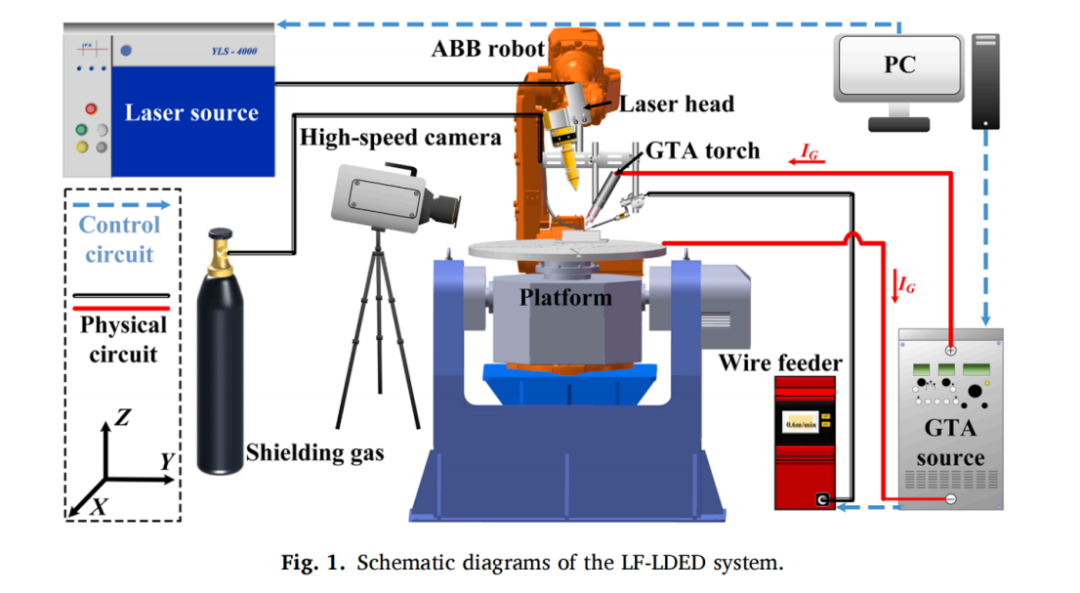
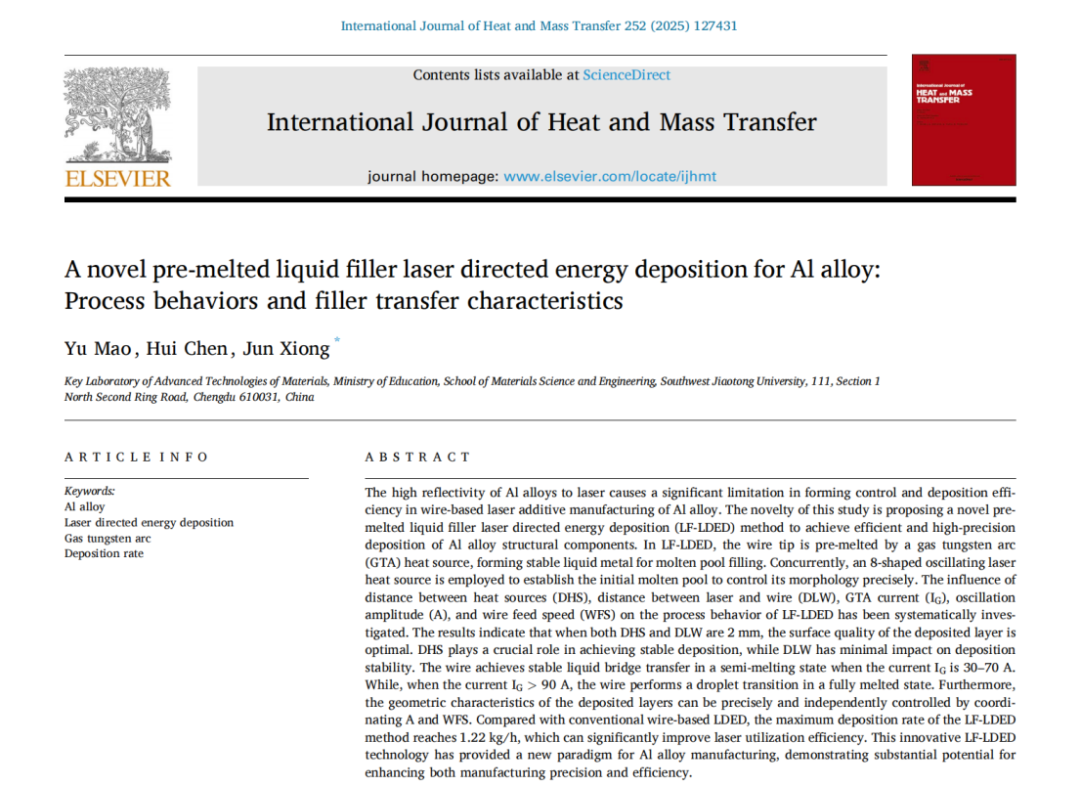
图1.LF-LDED系统的示意图。
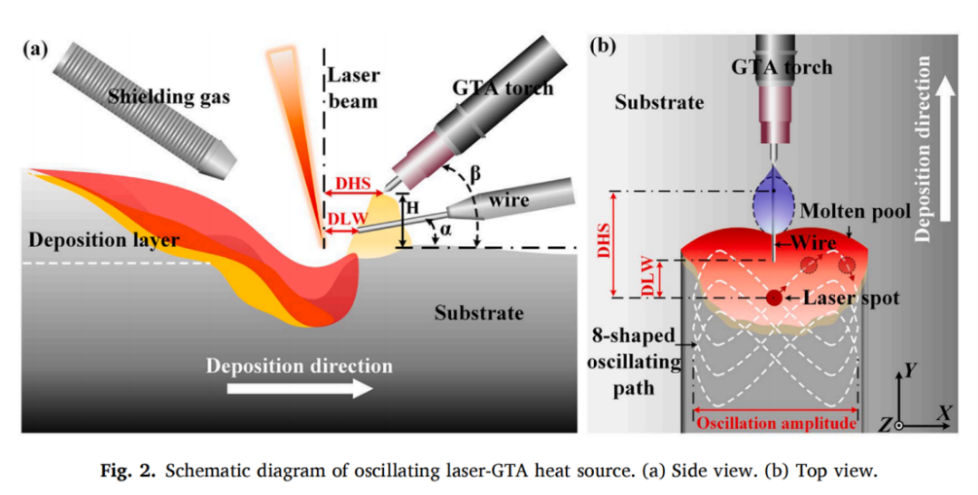
图2.摆动激光-GTA热源的示意图。(a)侧视图。(b)顶视图。
图3.不同DHS-DLW配置的示意图和层形态特征。(a)DHS=2mm,DLW=0mm。(b)DHS=2mm,DLW=2mm。(c)DHS=5mm,DLW=0mm。(d)DHS=5mm,DLW=5mm。(e) DHS=8mm,DLW=0mm。(f) DHS=8mm,DLW=8mm。
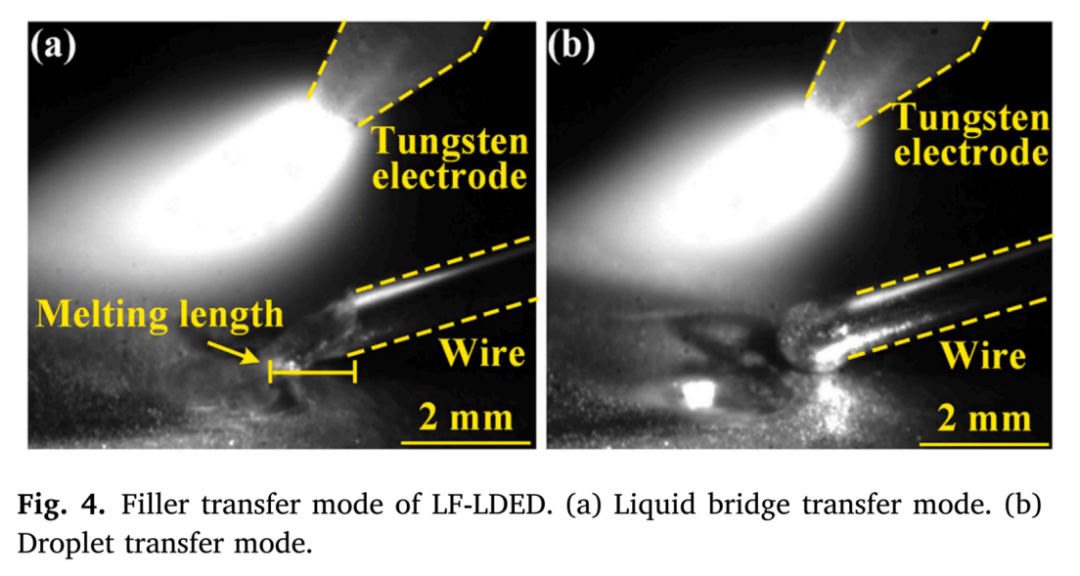
图4. LF-LDED的填充材料传输模式。(a)液桥传输模式。(b)液滴传输模式。
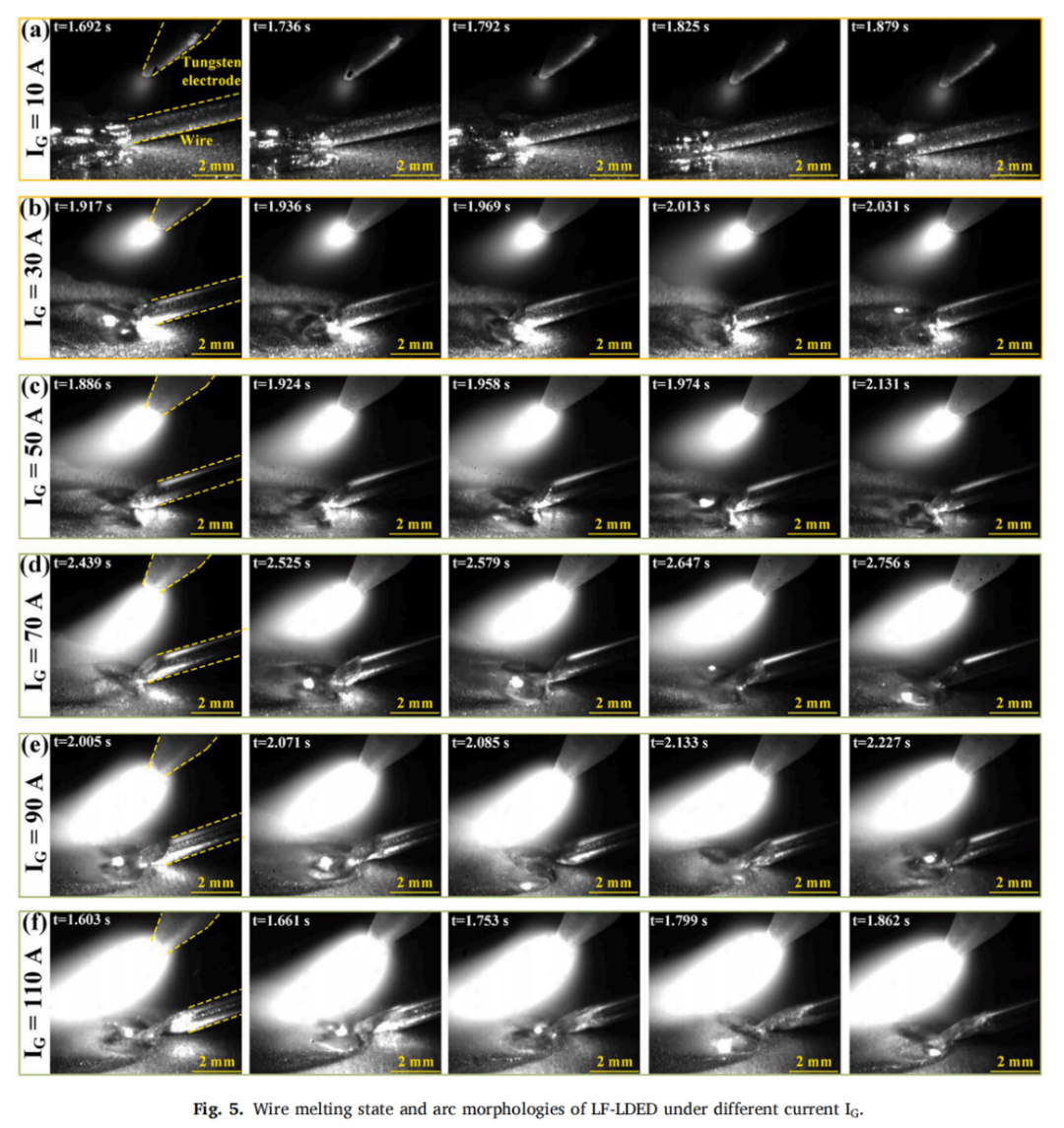
图5. 不同电流IG下LF-LDED的线材熔化状态和电弧形态。
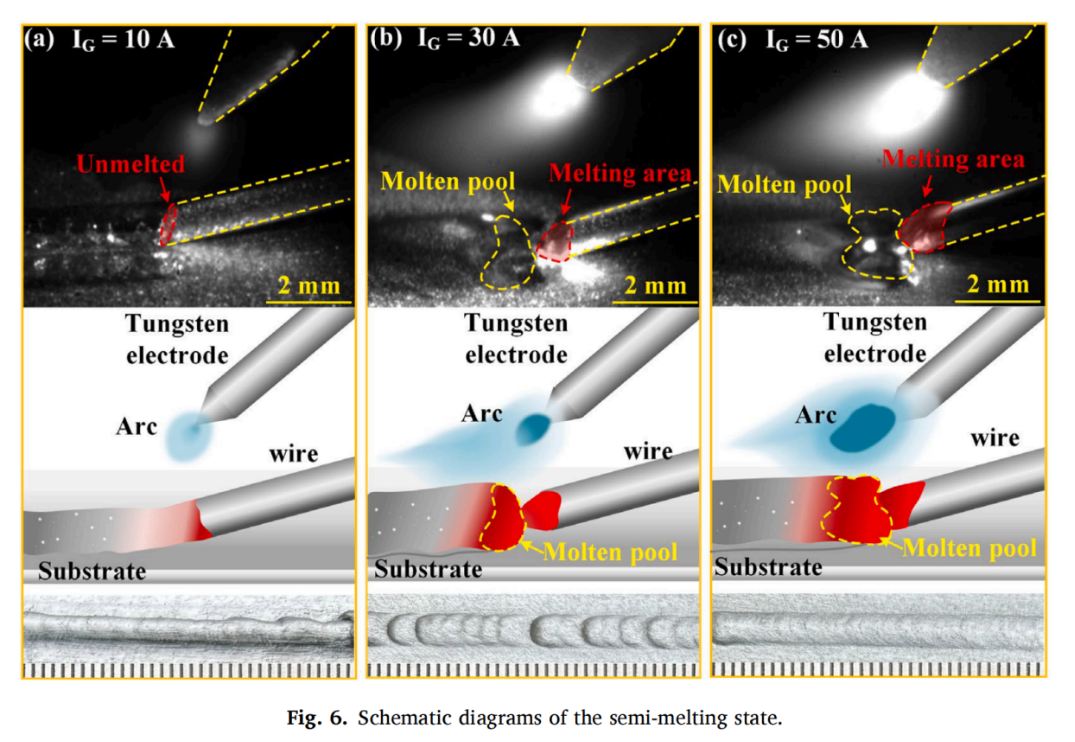
图6. 半熔化状态的示意图。
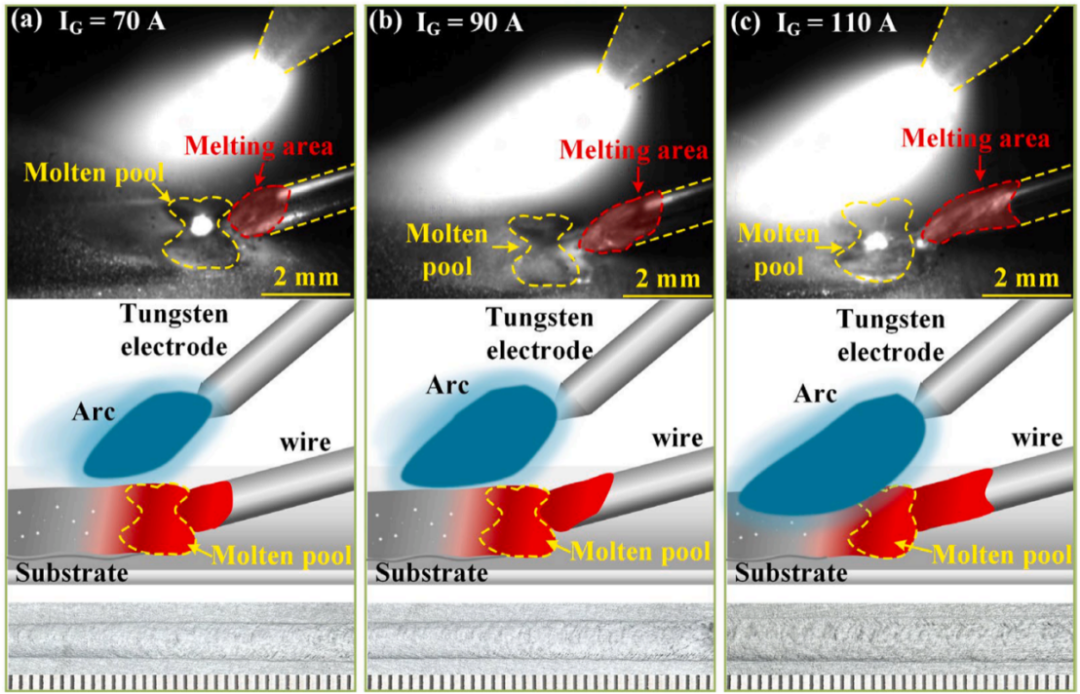
图7. 完全熔化状态的示意图。
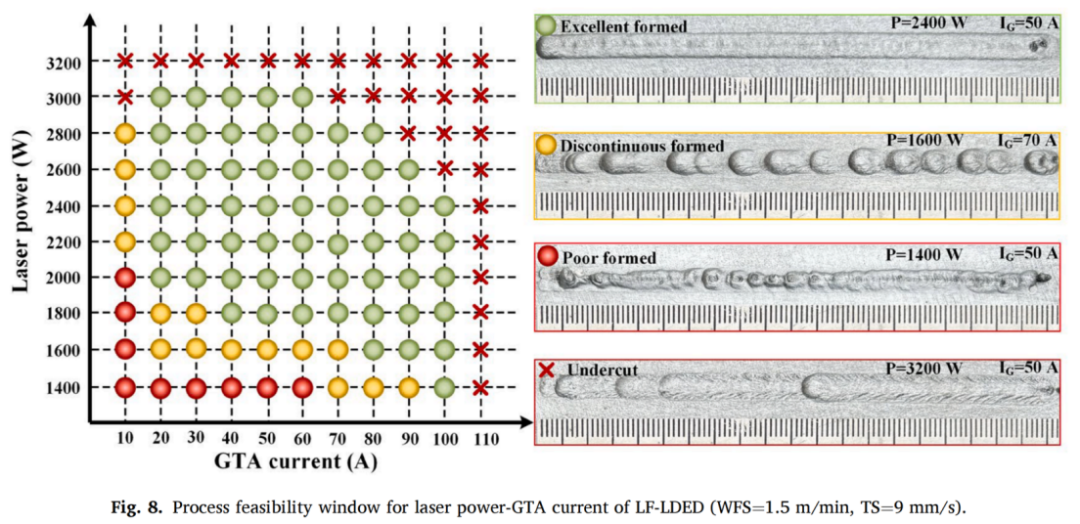
图8. LF-LDED工艺的激光功率-GTA电流工艺可行性窗口(WFS=1.5m/min,TS=9mm/s)。
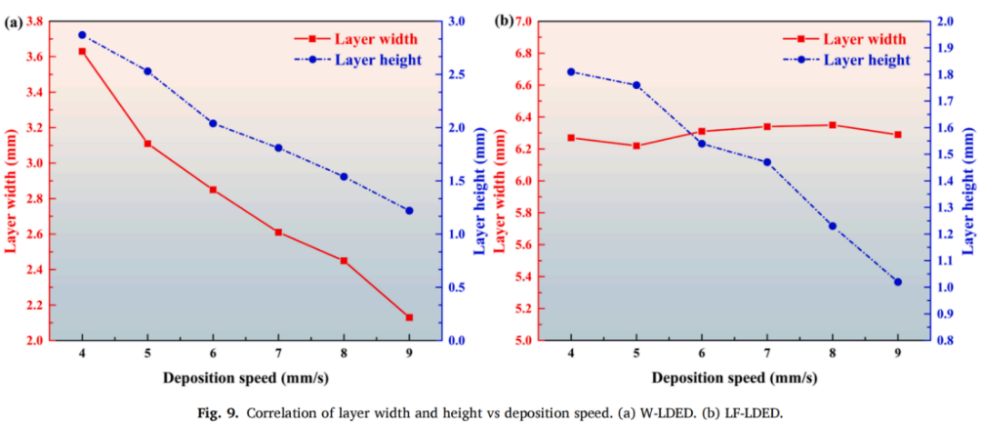
图9. 层宽和层高与沉积速度的相关性。(a) W-LDED。(b) LF-LDED。
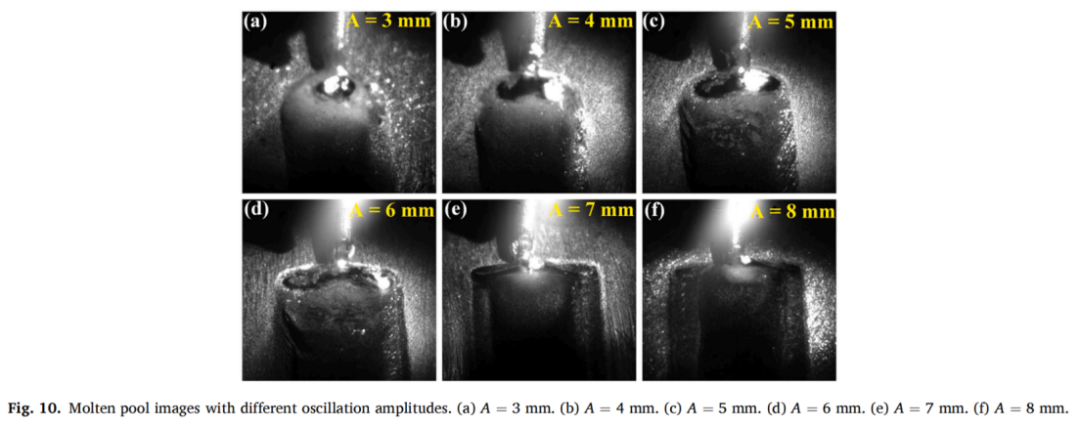
图10.不同摆动幅度下的熔池图像。(a)A=3mm。(b)A=4mm。(c)A=5mm。(d)A=6mm。(e)A=7mm。(f)A=8mm。
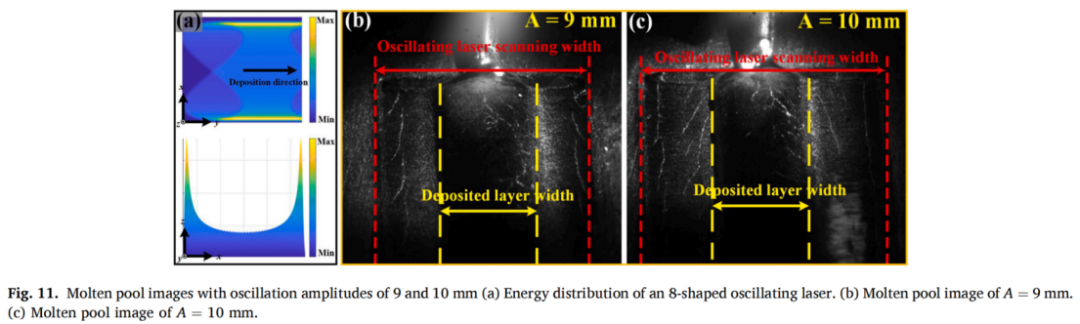
图11.摆动幅度为9mm和10mm的熔池图像(a) 8字形摆动激光的能量分布。(b)A=9mm的熔池图像。(c)A=10mm的熔池图像。
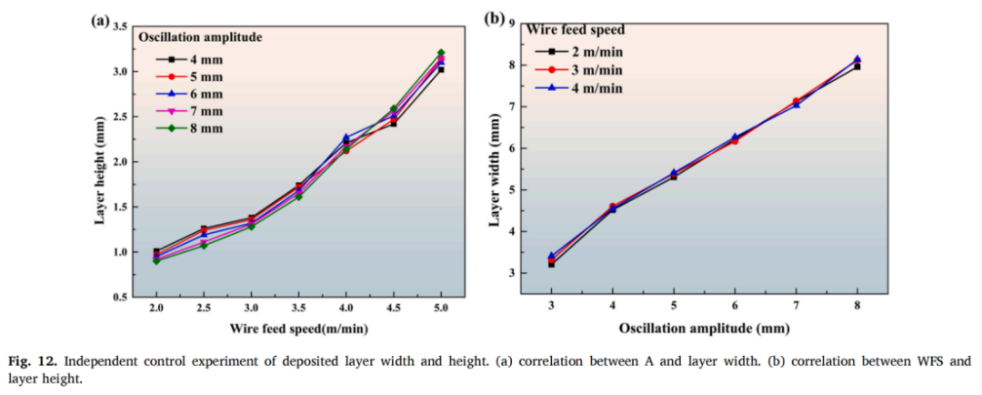
图12. 沉积层宽度和高度的独立控制实验。(a)A与层宽度的相关性。(b)线材进给速度(WFS)与层高度的相关性。
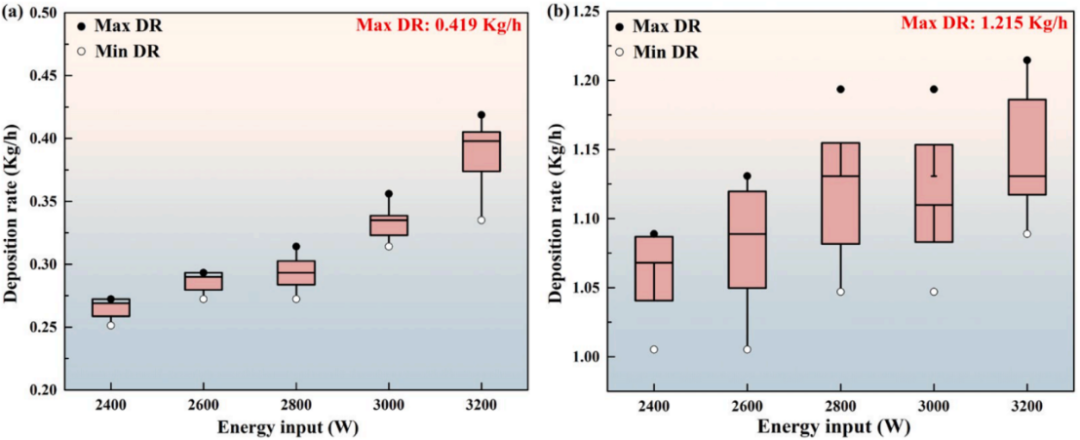
图13.不同工艺的沉积速率箱形图。(a)O-LDED。(b)LF-LDED。
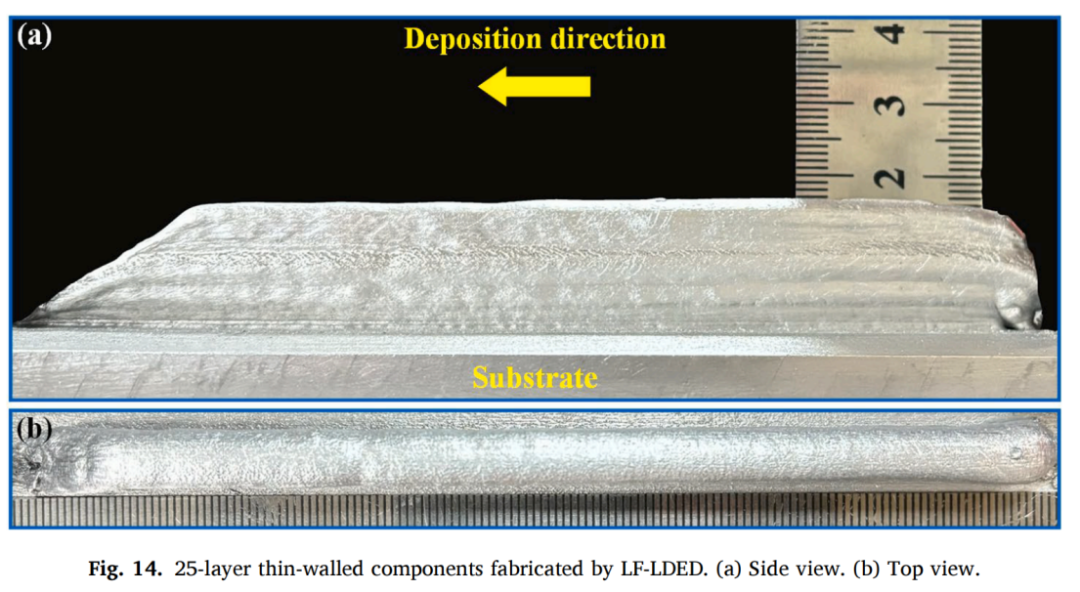
图14. 通过LF-LDED制造的25层薄壁组件。(a)侧视图。(b)顶视图。
03.关键结论
1. LF-LDED中,热源距离(DHS)是实现稳定沉积的关键参数。如果DHS过大(>5 mm),会导致从液态铝合金到熔池的传输时间过长,从而出现沉积层上的隆起。而DLW的变化对沉积过程的稳定性影响相对较小。
2. LF-LDED过程分为液桥传输模式和液滴传输模式。丝料熔化状态可分为半熔和完全熔化状态。当GTA电流IG较低(30-70 A)时,丝料处于半熔状态,上部熔化为液态金属,下部仍为固态,形成稳定的液桥传输。当IG较高(>90 A)时,丝料完全熔化,形成液滴传输。
3. LF-LDED系统可通过协调振荡振幅和送丝速度,实现对沉积层宽度和高度的精确独立控制。
4. LF-LDED的最大沉积速率为1.215 kg/h,是传统线材激光送丝定向能量沉积(O-LDED)的2.9倍。与传统线材激光送丝定向能量沉积相比,LF-LDED大幅提高了激光利用效率,实现了高效和高质量的沉积。但与线焊增材制造(WAAM)相比,LF-LDED的沉积速率仍有一定差距。
5. LF-LDED可实现铝合金的多层沉积,在铝合金零件的快速制造方面具有很大潜力。但随着沉积层数的增加,出现层高降低和尾部塌陷等缺陷,表明该方法的多层沉积过程还需进一步优化。
