
导读
采用振荡激光进行高强度铝合金线弧增材制造,以解决成型精度低和性能不佳的问题。主要研究了激光功率对沉积薄壁的成型精度、显微组织和力学性能的影响。结果表明,将激光功率从1.5 kW提高到2.5 kW,改善了侧壁的平整度,消除了诸如凸起、高度不均和溢出等成型缺陷。孔隙率从2.42 %降低至1.79 %,成型精度提高了38 %。此外,沉积显微组织的平均晶粒尺寸从48.55μm减少到41.67 μm,减少了14 %。由于这些改进,沉积薄壁的极限抗拉强度和伸长率分别提高了10.1 %和20.2 %。优化的激光振荡促进了熔池中气泡的快速逸出,并形成了搅拌效应,将柱状晶粒转化为细小的等轴晶粒,从而提高了沉积件的力学性能。
主要图表
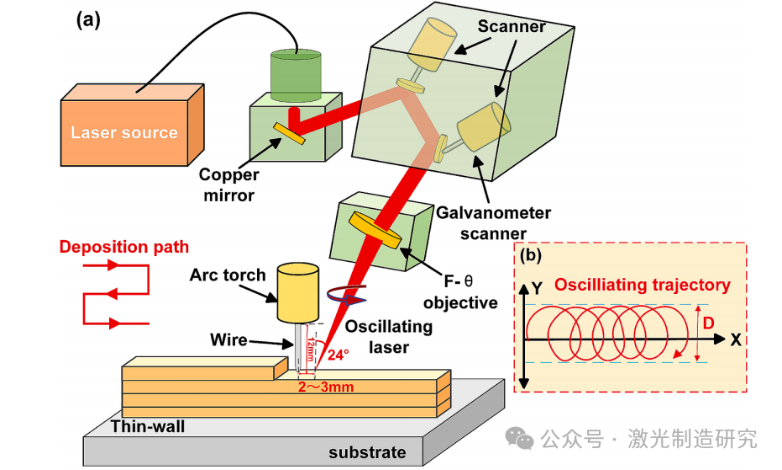
图1.实验装置示意图,(a)振荡激光电弧混合增材制造,(b)振荡轨迹,其中D为振荡直径
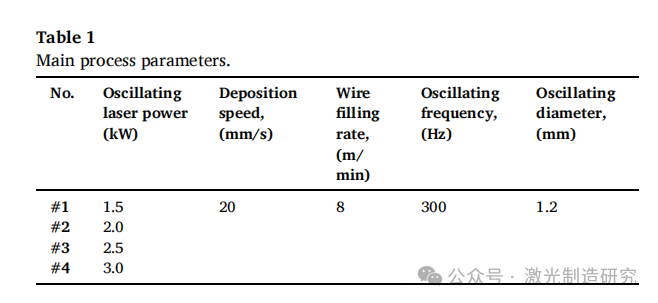
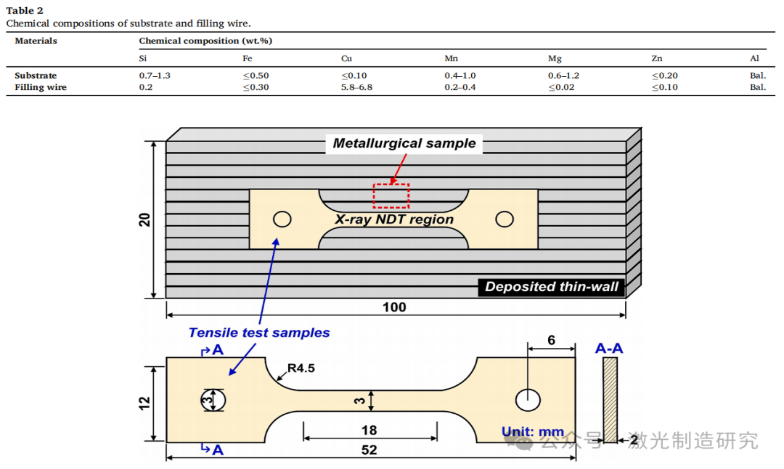
图2.沉积薄壁件力学性能试验尺寸
图3.激光功率(P)对沉积薄壁宏观形貌和X射线NDT的影响,(a,a1)P = 1.5 kW,(b,b1)P = 2.0 kW,(c,c1)P = 2.5 kW,(d,d1)P = 3.0 kW。
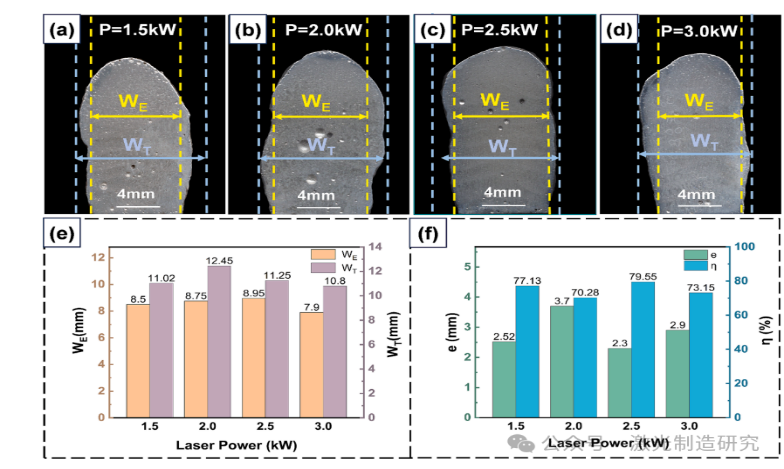
图4.在不同激光功率下获得的沉积薄壁的横截面形貌,(a) P = 1.5 kW,(b) P = 2.0 kW,(c) P = 2.5 kW,(d) P = 3.0 kW (e,f)沉积薄壁的形成精度。
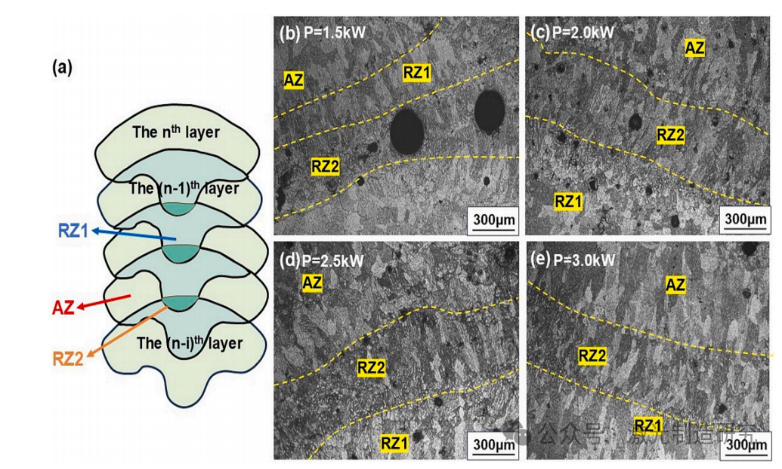
图5.典型沉积微观结构的低倍光学显微镜结果,(a)不同微观结构区域示意图,(b-e)不同激光功率下的观察结果。
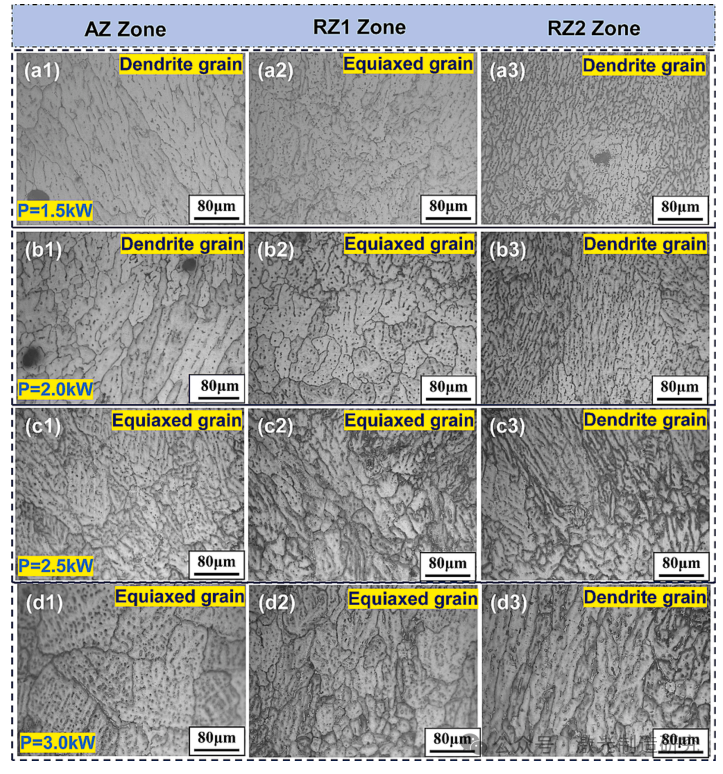
图6.不同激光功率下典型沉积微观结构的高倍率光学显微镜结果,(a1-a3)P = 1.5 kW,(b1-b3)P = 2.0 kW,(c1-c3)P = 2.5 kW,(d1-d3)P = 3.0 kW。
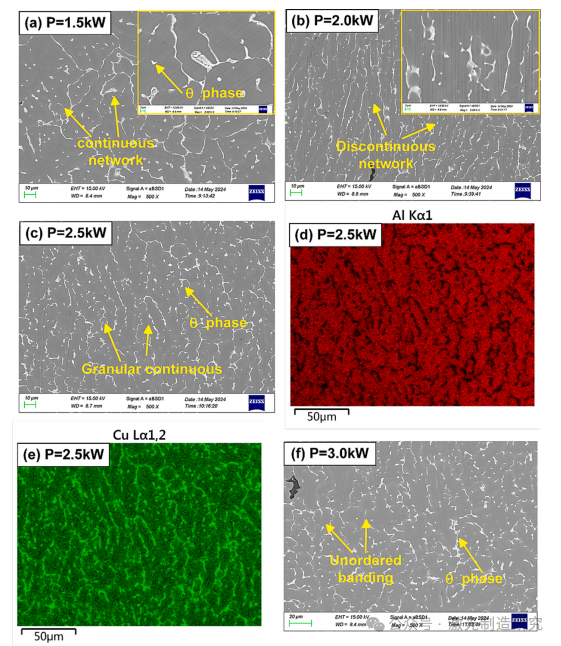
图7.不同激光功率下沉积薄壁再熔化区域的SEM图像,(a) P = 1.5 kW,(b) P = 2.0 kW,(c) P = 2.5 kW,(d) Al元素表面扫描,(e) Cu元素表面扫描结果,(f) P = 3.0 kW。
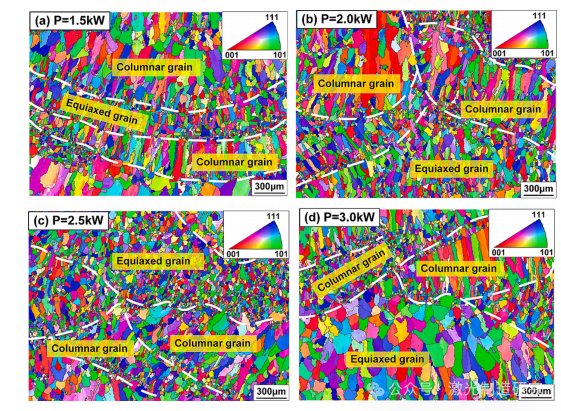
图8.不同激光功率下,原位显微组织的EBSD测试结果,(a) P = 1.5 kW,(b) P = 2.0 kW,(c) P = 2.5 kW,(d) P = 3.0 kW。
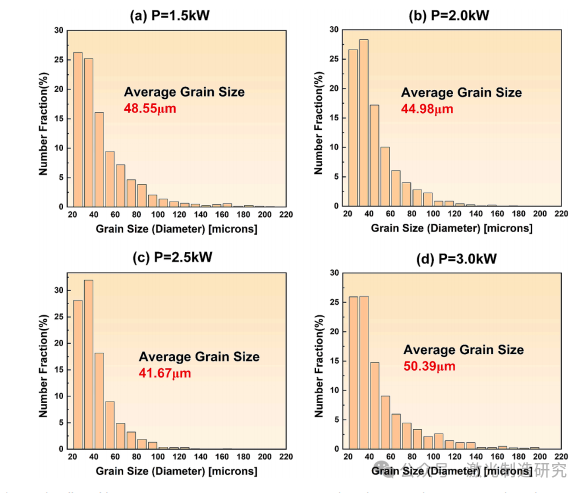
图9.激光功率对平均晶粒尺寸的影响,(a) P = 1.5 kW,(b) P = 2.0 kW,(c) P = 2.5 kW,(d) P = 3.0 kW
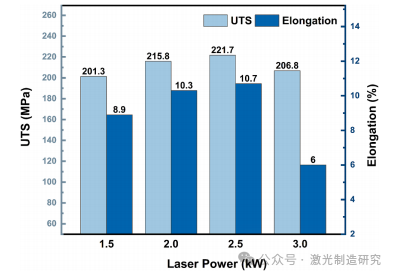
图10.在不同激光功率下获得的沉积薄壁的拉伸性能,其中UTS是极限抗拉强度。
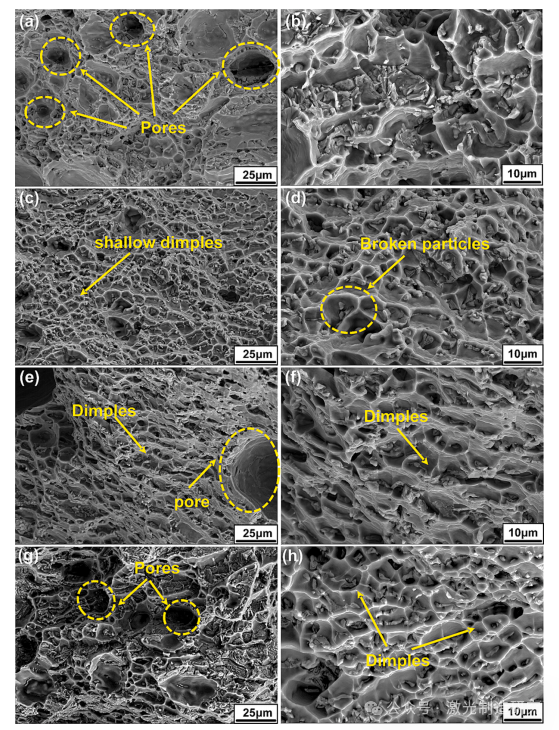
图11.不同激光功率下沉积薄壁的拉伸断裂,(a,b)P = 1.5 kW,(c,d)P = 2.0 kW,(e,f)P = 2.5 kW,(g,h)P = 3.0 kW
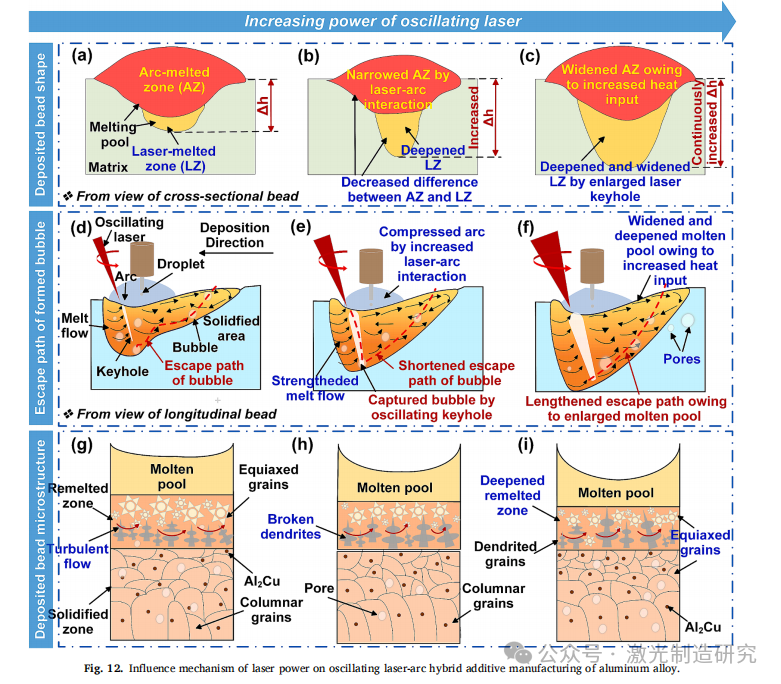
图12激光功率对铝合金激光电弧混合增材制造影响机制。
主要结论
(1)将激光功率从1.5 kW提高到2.5 kW,使沉积薄壁的二次加工余量从3.7 mm减少到2.3 mm,形成了精度提高了38 %。此外,孔隙率从2.42 %降低到1.79 %。然而,进一步将激光功率增加到3.0 kW,导致侧壁均匀性变差,薄壁的孔隙率增加至3.97 %。
(2)层间显微组织呈现上部粗柱状和下部细等轴晶粒。随着激光功率从1.5 kW增加到2.5 kW,沉积物的平均晶粒尺寸减少了14 %,从48.55μm降至41.67 μm。沉积薄壁的极限抗拉强度和伸长率分别提高了10.1 %和20.2 %。而当激光功率增加到3.0 kW时,极限抗拉强度和伸长率分别下降了7%和44 %。
(3)在最佳激光功率下,混合增材制造减少了上部和下部熔池形态的差异。这防止了上部−部件的热积累,并有助于下部−部件气泡的逸出。激光振荡有效地搅拌了熔池,捕捉气泡,细化沉积微观结构,并增强沉积物的机械性能。
主要信息
Effect of laser power on microstructure and mechanical properties of oscillating laser-arc hybrid additive manufactured high-strength aluminum alloy
https://doi.org/10.1016/j.optlastec.2025.112800
