
导读
激光增材制造(LAM)以其复杂结构产品的快速迭代生产、制造的高灵活性和优异的稳定性为特征,迎合了高端装备的整体性和多功能性需求。此外,它对未来太空和深海领域的探索和发展至关重要。然而,LAM倾向于在熔池中产生高温梯度,导致诸如孔隙、裂纹和不均匀的粗柱状结构的缺陷。为了解决这些挑战,引入了一种新的方法,其中原位场通过调节熔体池的形态和内部晶粒成核来提高LAM的质量。摘要:本文系统地综述了原位场辅助激光粉末床融合(LPBF)和激光粉末定向能沉积(LDED)的研究进展,包括超声波、磁场、脉冲电流、脉冲激光,并讨论了当前存在的问题和发展趋势。
主要图表
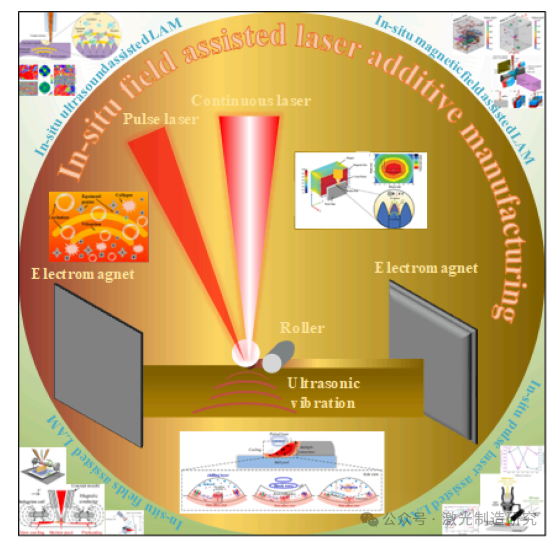
图1 原位场辅助LAM综述

图2 原位超声辅助LAM:(一)超声辅助LAM示意图[53,63];(b)未使用和使用超声波的样品的微观结构图像[51,60];(c)超声振动对无超声和有超声样品的拉伸强度、屈服强度、伸长率、压缩性能、拉伸性能、压缩和拉伸断裂形态的影响(极限压缩强度:UCS) [54,60,63]。
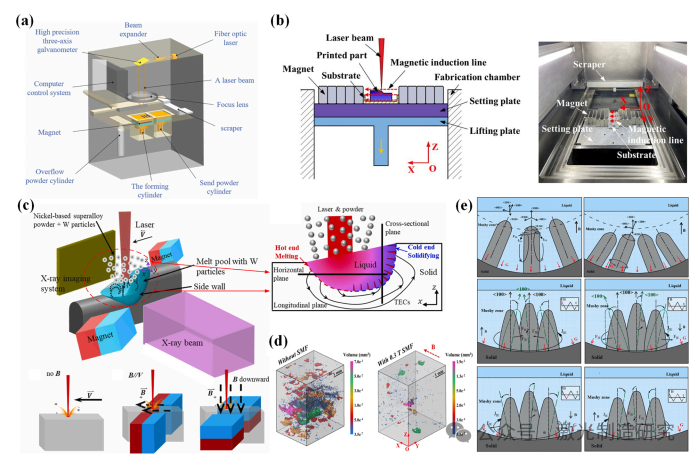
图3 原位磁场辅助LAM的示意图及空间微计算机层析成像:(a)磁场方向平行于LAM的建筑方向[84];(b)磁场方向垂直于LAM [80]的建筑方向;(c)磁场辅助LAM原位同步加速器X射线成像实验装置[81];(d)有和没有SMF的LPBF印刷的AlSi7Mg的空间显微计算机断层摄影图像[80];(e)显示SMF和交变磁场对熔池中柱状晶粒影响的示意图(G-热流方向和B-磁场)[89]。
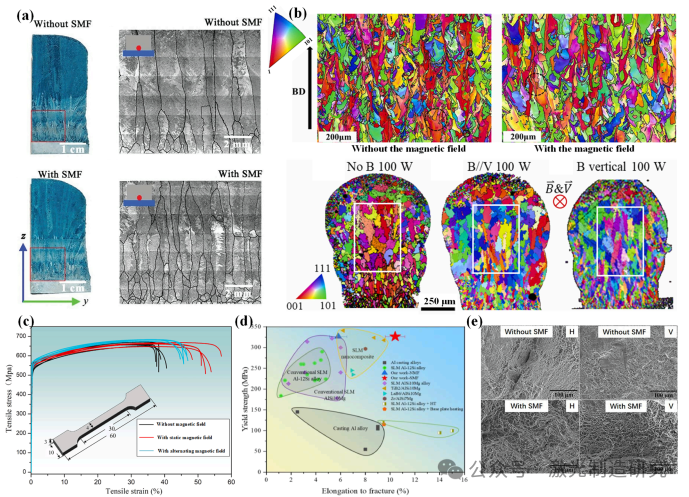
图4 原位磁场辅助LAM的组织和性能:(a)LAM ti 6 al 4v在SMF下的晶粒显微图像[85];(b)在没有磁场和有磁场的情况下对LAM处理的样品进行EBSD分析[81,84];(c)不同磁场策略下SS316L样品的拉伸应变-应力曲线[89];(d)具有磁场的LPBF制造的Al-12Si和现有典型[86]的机械性能比较图;(e)在横向(V)和纵向(H)方向上进行SMF的样品的拉伸断裂形态[85]。
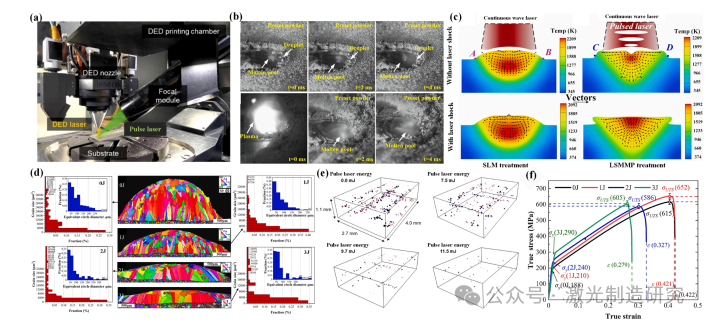
图5 原位脉冲激光辅助LAM: (a)具有并入的脉冲激光器的定向能量沉积(DED)系统的示意配置[111];(b)熔池演变的实时图像[108];(c)在不同过程下计算的温度和矢量分布[106];(d)不同脉冲激光能量的晶粒尺寸和等效圆直径的分布[107];(e)脉冲激光能量对立方体样品孔隙率的影响[111];(f)通过不同脉冲激光能量制备的样品的应力-应变曲线[107]。
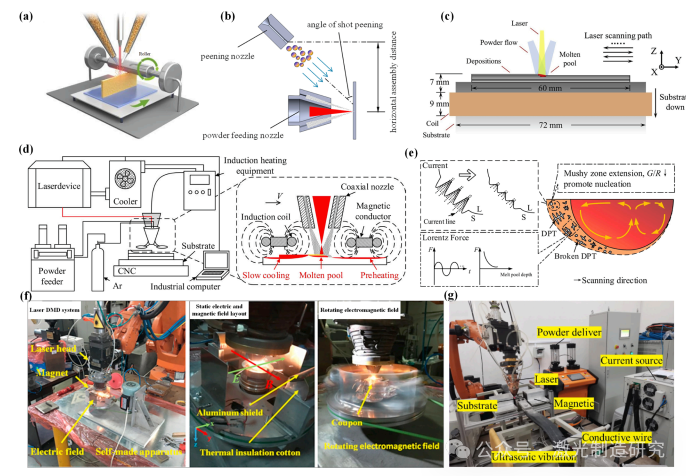
图6 现场辅助LAM系统示意图:(a)现场滚动设置图[117];(b)喷丸辅助激光增材制造示意图[119];(c)同步感应辅助激光沉积工艺示意图[125];(d)后续同步电磁感应和定向能沉积系统示意图[129];(e)后续同步电磁感应和定向能沉积中熔池凝固行为示意图[129];(f)电场和磁场辅助激光直接金属沉积系统的示意图[126];(g)混合超声波和电磁场辅助LAM系统[130]。
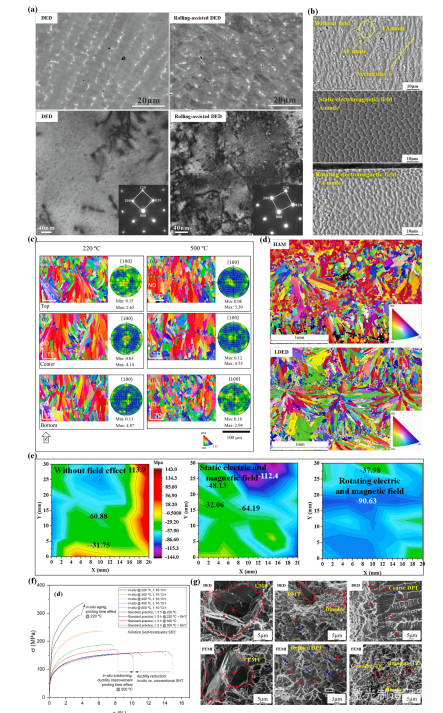
图7 原位场辅助LAM对微观结构和性能的影响:(IN718样品中DED和轧制辅助DED的SEM-BSE和BF-TEM图像[117];(b)混合电场辅助激光增材制造的SEM分析[126];(AlSi10Mg合金在激光粉末床聚变中原位热处理中的EBSD反极图[129];(d)喷丸强化和LDED混合增材制造的EBSD分析[120];(e)电磁场对表面残余应力分布的影响[126];(f)原位热处理过程中特征印刷时间对AlSi10Mg合金机械性能的影响[122];(g)通过后续同步电磁感应(FEMI)和DED(枝晶初生TiC: DPT,未熔化TiC: UMT)制备的10重量% TiCp增强Ti6Al4V复合材料的拉伸断裂形态[129]。
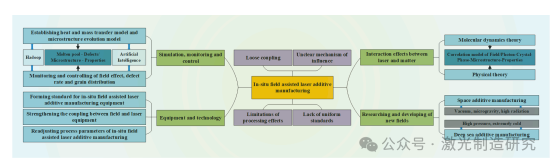
图8 现场辅助LAM的主要问题和展望。
主要结论
激光增材制造是一种快速熔化和凝固的非平衡热物理冶金过程,涉及激光与金属的相互作用,许多学者对此进行了系统深入的研究。然而,将场引入LAM过程破坏了其原有的相互作用机制,因此需要重新检查和阐明原位场辅助LAM的相互作用机制。本文综述了单场和多场原位辅助LAM的相关研究进展,并对仿真、监测与控制、设备与工艺、冲击机理等研究方向以及新领域的研究与发展进行了展望。可以预见,原位场辅助LAM将成为实现材料-结构-过程-性能一体化的重要手段,从而在实现高性能增材制造中发挥至关重要的作用
主要信息
Research and development status of in situ field assisted laser additive manufacturing: A review
https://doi.org/10.1016/j.optlastec.2024.111700
