西南交通大学材料科学与工程学院最新研究成果“Effect of Al2O3 nano sol content in Ni-Al2O3 composite coating on intermetallic compound formation and properties of Mg/Al soldered joints”——“Ni-Al2O3复合镀层中Al2O3纳米溶胶含量对Mg/Al焊接接头金属间化合物形成和性能的影响”。Mg、Al异种金属的结合能进一步降低结构重量,但金属间化合物(IMCs)的形成影响了Al/Mg接头的性能。为防止IMCs,在镁合金基体上预镀Ni-Al2O3复合涂层,然后使用Sn3.0Ag0.5Cu (SAC 305)焊料,通过超声波辅助焊接AZ31 Mg/6061 Al。研究了涂层中Al2O3纳米溶胶含量对涂层微观结构演变、IMCs形成和力学性能的影响。结果表明,Ni-Al2O3复合涂层有效抑制了Mg-Sn反应,从而阻止了Mg2-Sn IMC的形成,显著提高了接头强度。在含50 mL/L Al2O3纳米溶胶的Ni-Al2O3复合涂层的接头中,在260 ℃保温50 min后,没有检测到Mg2Sn的IMC,最大抗剪强度约为67.2 MPa。Al2O3浓度的增加进一步扩大了焊接工艺窗口。Ni-Al2O3 (100 mL/L Al2O3纳米溶胶)复合涂层在260 ℃保温70 min后,涂层被溶解至5.8 μm左右,但未观察到Mg2Sn的IMC。涂层/钎料界面附近形成的Ni基固溶体得到强化,导致SAC钎料内部出现断裂,最大抗剪强度进一步提高至73.9 MPa。通过与纯Ni辅助接头的对比,揭示了Ni-Al2O3复合涂层促进接头强化的机理。因此,采用Ni-Al2O3复合涂层作为阻挡层是抑制异种金属连接过程中IMC形成的一种很有前途的策略。论文发表在“Journal of Magnesium and Alloys”期刊,获国家自然科学基金(资助号:52275385和U2167216)等项目的资助。
利用轻质材料代替传统材料在实现能源效率、环境可持续性和整体轻量化方面发挥着关键作用。铝(Al)和镁(Mg)合金是目前最轻的金属材料之一,具有密度低、比强度高、导电性好等优点,广泛应用于交通运输、航空航天等领域。随着镁合金和铝合金的广泛应用,镁合金和铝合金的连接已成为一个值得关注的问题。在Mg/Al异种金属之间建立可靠的连接不仅可以最佳地利用其各自的强度,还可以扩展材料的应用范围,从而有助于轻量化的进步。Mg/Al异种合金的直接结合往往不可避免地导致IMCs的形成,但引入中间层被证明是有效的防止IMCs的发生。镍涂层以其优异的耐腐蚀性和耐磨性而闻名,已被广泛用于提高基材性能或作为阻隔层以减少IMC的形成。在镁合金表面电镀Ni-Al2O3复合镀层作为阻挡层。系统研究了不同Al2O3溶胶含量的涂层对接头微观结构、IMCs演化和力学性能的影响。利用透射电镜分析了氧化铝纳米颗粒在复合涂层中的分布规律。此外,还阐明了接头强化的机制。本研究的主要目的是通过采用不同Al2O3浓度的复合涂层作为抑制IMC形成的屏障来提高接头性能,从而为不同金属连接提供一种实用的方法。部分试验数据如下:
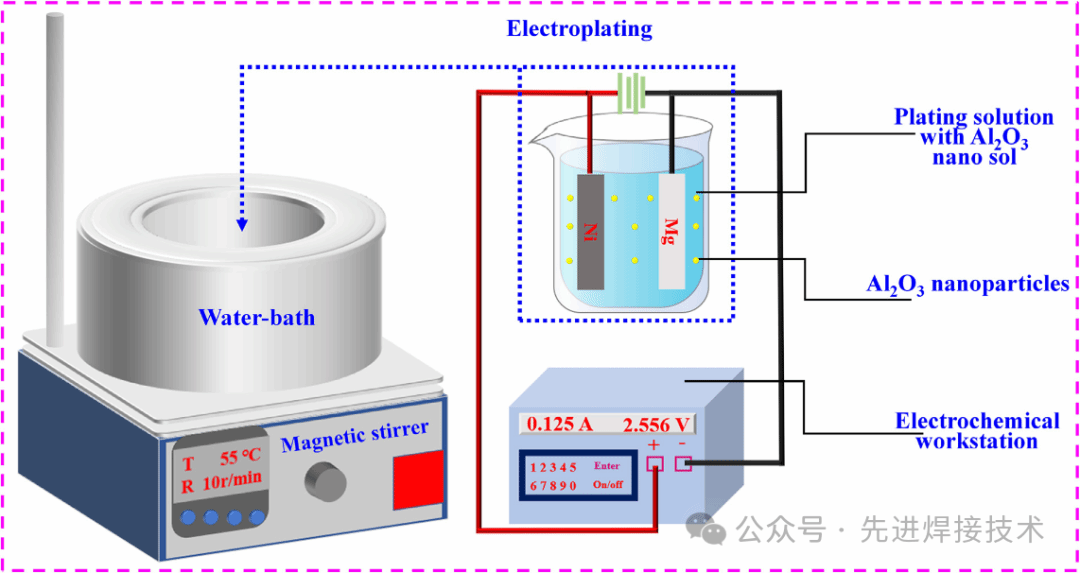
图1 Ni/Ni-Al2O3复合镀层电镀工艺示意图
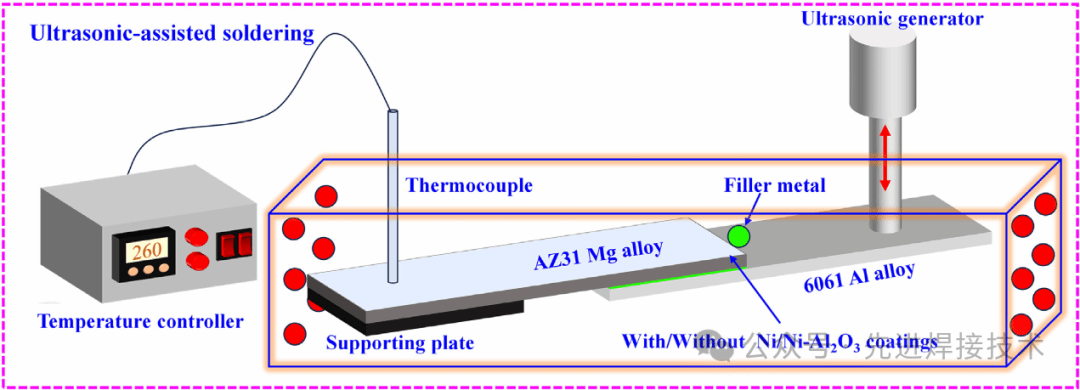
图2 异种AZ31 Mg/6061铝合金超声辅助焊接原理图
图3 在260 ℃下,不同保温时间下超声波辅助焊接的加热和冷却曲线

图4 (a, b) 无Al2O3纳米溶胶 (c, d) 添加50 mL/L Al2O3纳米溶胶 (e, f) 添加100 mL/L Al2O3纳米溶胶,不同条件下Ni-Al2O3复合涂层表面 (a, c, e) 和界面(b, d, f) 形貌
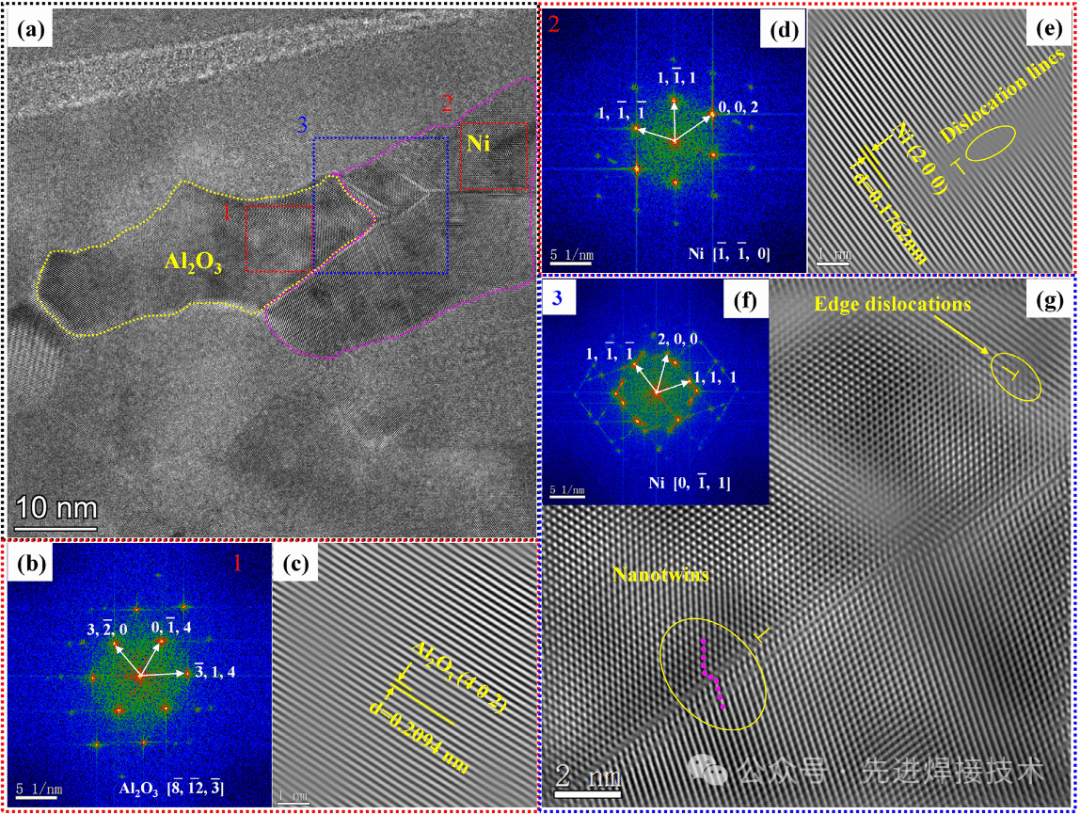
图5 (a) Ni-Al2O3复合涂层HRTEM图像 (b) 图5(a)所示区域1的FFT和 (c) IFFT模式 (d) 图5(a)所示区域2的FFT和 (e) IFFT模式 (f) FFT和 (g) 图5(a)中显示纳米孪晶和位错的区域3的IFFT模式
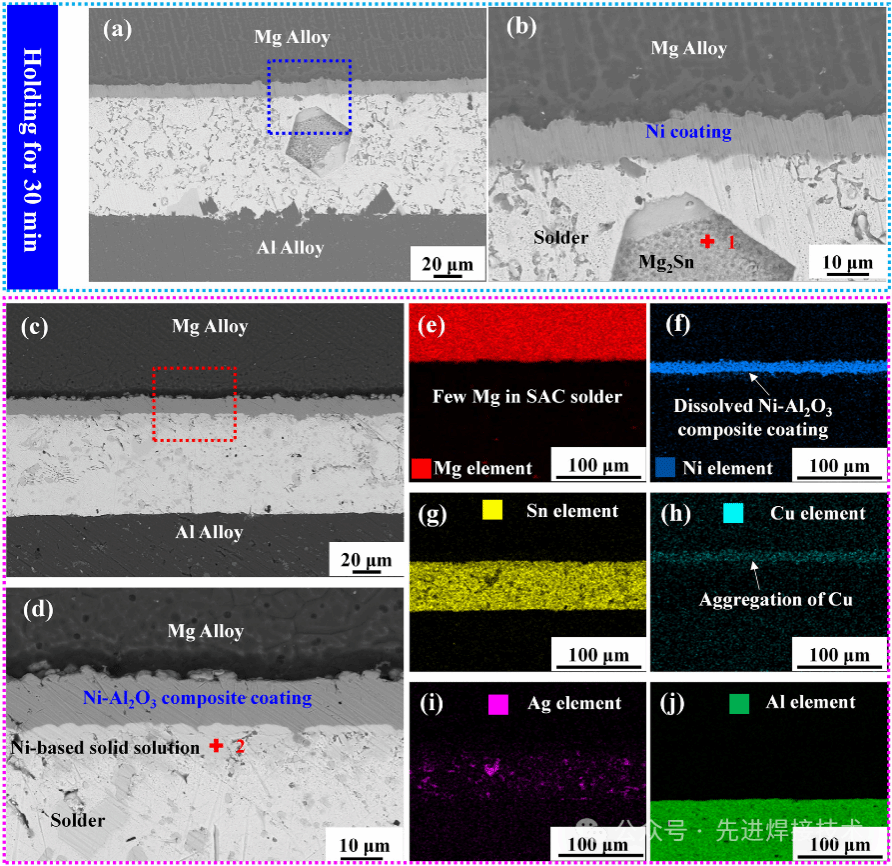
图6 260 ℃下30 min Mg/Al焊点显微组织分析:(a)镀Ni涂层的Mg(Ni-Al2O3)/SAC界面(图6 (a)中用点矩形括起来)的截面图和 (b) 放大图 (c) 横截面 (d) Mg(Ni-Al2O3)/SAC界面的放大图(如图6 (c)中虚线矩形所示) (e)-(j) Ni-Al2O3 (50 mL/L al2o3溶胶)复合涂层接头的元素分布
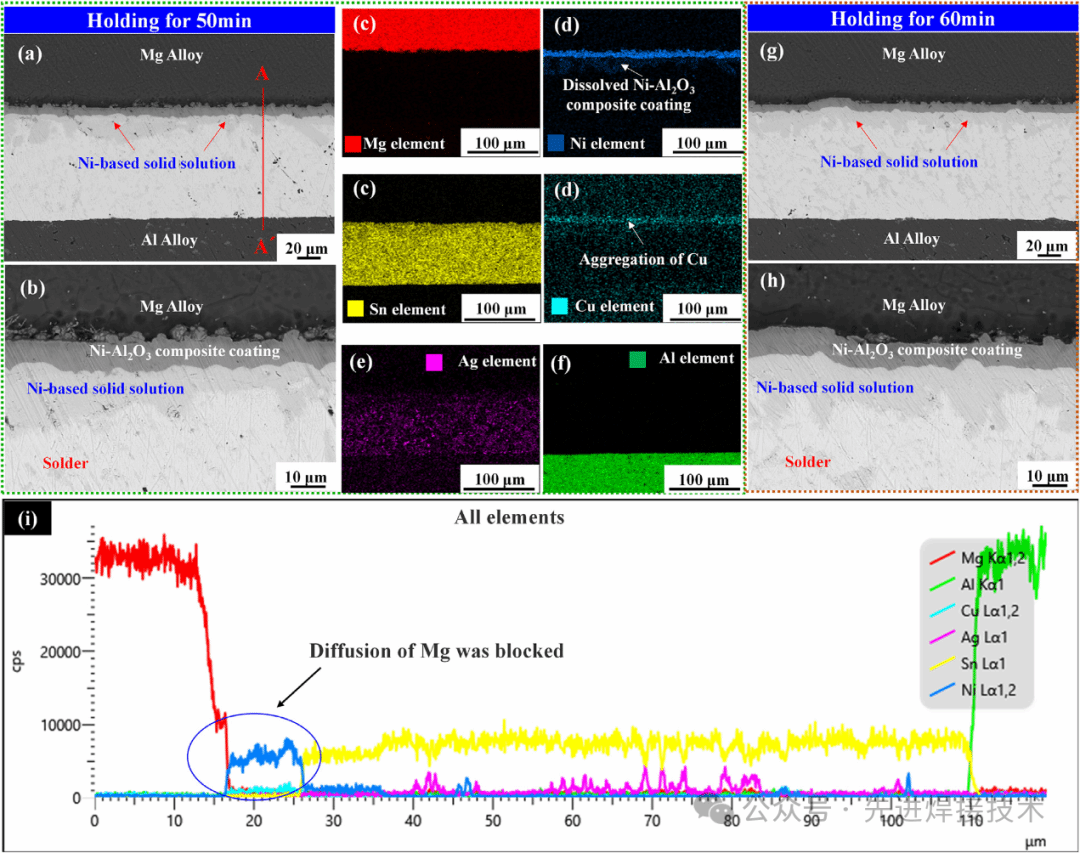
图7 260℃下Mg(Ni-Al2O3 (50 mL/L Al2O3溶胶)/SAC/Al焊接接头的显微组织:(a) 保持50 min后Mg(Ni-Al2O3)/SAC界面的横截面和 (b) 放大图 (C) 接头横截面图 (d) Mg(Ni-Al2O3)/SAC界面放大图 (e)-(j) 保持60分钟的接头元素分布
主要结论如下:通过超声波辅助焊接成功地连接了AZ31镁合金和6061铝合金。在使用SAC焊料进行Mg/Al连接时,为了防止或减少Mg2Sn IMC的形成,在镁合金上涂上了预镀的Ni-Al2O3复合涂层。研究了Ni-Al2O3复合涂层中不同浓度的Al2O3溶胶对接头微观结构、IMCs演化和力学性能的影响。以下是主要发现:(1)与纯Ni涂层相比,采用Ni-Al2O3复合涂层作为阻挡层,扩大了焊接Mg/Al合金的操作范围。在保持阶段,涂层逐渐溶解,导致涂层/焊料界面附近形成镍基固溶体。(2)采用Ni-Al2O3(50 mL/L Al2O3纳米溶胶)复合涂层的接头,在260 ℃保温50 min内未观察到Mg2Sn的IMC,随着保温时间的延长,接头强度逐渐增加,最大抗剪强度约为67.2 MPa。断裂发生在靠近涂层/焊料界面的镍基固溶体内部,原因是由于保持时间短,原子扩散和界面反应不足,同时涂层和焊料的硬度差异明显。而在Ni-Al2O3 (50 mL/L Al2O3纳米溶胶)复合涂层的接头中,保温时间延长至60 min,接头强度急剧下降至38.5 MPa。(3)Ni-Al2O3 (100 mL/L Al2O3纳米溶胶)复合镀层在260 ℃下保温小于70 min时,接头未形成Mg2Sn IMC。随着保温时间的增加,接头强度持续上升,在73.9 MPa左右达到峰值,SAC焊料内部发生断裂。延长保温时间有利于溶解的Ni和Al2O3纳米颗粒更多地掺入到Ni基固溶体中,从而使其增强并导致焊料断裂。同样,在Ni-Al2O3 (100 mL/L Al2O3纳米溶胶)复合涂层的接头中,在260 ℃保温80 min后,接头再次形成Mg2Sn IMC,导致接头强度显著降低。总体而言,在镁合金母材上预镀Ni-Al2O3复合镀层可有效防止Mg/Al熔接过程中过量金属间化合物的形成,提高Mg/Al焊点的力学性能。研究结果有力地支持了在交通、航空、航天和其他相关领域采用Ni-Al2O3复合涂层技术连接不同金属的可行性。
原文链接如下:https://doi.org/10.1016/j.jma.2024.06.025
