摘要
采用线材电弧增材制造(WAAM)制造的Ti-6Al-4V零件通常呈现柱状晶粒形状和严重的机械性能各向异性。本研究旨在通过提出一种激光辅助 WAAM 技术来解决这些问题,其中垂直振荡激光束作用于 WAAM 中的熔池。揭示并讨论了振荡激光功率对 WAAM 中制造的 Ti-6Al-4V 零件的微观结构和机械性能的影响。振荡激光可以细化 WAAM 中的先验 β 晶粒。随着激光功率的增加,沉积层激光熔合线深度增加,原β晶粒尺寸先减小后增大,显微硬度和极限抗拉强度(UTS)均先增大后减小。在1600 W的激光功率下,柱状原β晶粒完全转变为等轴形状。垂直和水平方向的UTS值分别达到1322和1309 MPa,分别比WAAM样品高30.5%和15.7%。与此同时,UTS的平面各向异性指数和伸长率指数分别下降了90.6%和76.4%。
引言
Ti-6Al-4V是一种双(α+β)相合金,具有高强度重量比、优异的耐腐蚀性能和优异的综合使用性能。它已广泛应用于医学、航空、造船等各个领域。大尺寸钛合金构件的传统制造工艺因加工时间长、加工浪费严重而不能令人满意。金属增材制造(AM)使用电弧、激光或电子束作为热源熔化金属材料来制造高复杂性的结构部件,具有制造周期短、买飞比低的特点。在这方面,焊丝加电弧增材制造(WAAM)通过连续层中的电弧熔化填充焊丝,具有材料沉积速率高和制造成本低的优点。因此,WAAM被认为是推动大型钛合金部件高效、低成本制造的最有前途的方案。
然而,在 Ti-6Al-4V 的 WAAM 中,由于下一层的外延生长晶粒遵循与前一层相同的密码取向,因此在 Ti-6Al-4V 的 WAAM 中很容易形成穿过相邻层的粗柱状先验 β 晶粒,并且由于显着的冷却速率而导致低冷却速率。热输入,导致极限拉伸强度 (UTS) 较差且具有显着的各向异性 。这些不令人满意的性能极大地限制了WAAM制备的Ti-6Al-4V的工业应用。例如,在某些情况下,WAAM制造的Ti-6Al-4V零件的机械性能由于强各向异性而无法满足航空航天材料规范标准的最低要求,特别是对于承受复杂交变载荷的零件。此外,消除WAAM制备的Ti-6Al-4V的各向异性可以最大限度地利用材料性能,具有重要的工程价值。
人们提出了一些措施来改善WAAM中Ti-6Al-4V的显微组织和性能,如工艺参数优化、高压轧制、超声喷丸和添加合金元素。调整工艺参数,例如行进速度和送丝速度,是优化 WAAM 中 Ti-6Al-4V 晶粒结构的传统方法 。然而,该方法对显微组织和性能的改善有限。
高压轧制在WAAM中轧制各个Ti-6Al-4V层,通过晶粒破碎和再结晶可以实现晶粒细化。然而,这种方法需要复杂的机械装置,难以应用于生产复杂结构的零件。在超声波喷丸过程中,高频低振幅超声波振幅,由许多销钉或圆柱杆形成,作用于沉积的Ti-6Al-4V层的表面。表层发生大的塑性变形,可以显著细化晶粒。然而,由于超声冲击能量的穿透深度较浅,获得的组织细化区域较窄。在每次沉积后引入超声波喷丸会增加制造周期。添加合金元素将合金引入到WAAM中的Ti-6Al-4V熔池中,并通过形成更多的异质形核位置来实现细化晶粒。然而,这种方法不能保证金属间化合物颗粒在沉积层中的均匀分布,并且由于在每一层中添加合金粉而显著降低了制造效率。
连续或脉冲激光能量可以调节熔池的流体流动状态和温度梯度,已被应用于优化WAAM制造的不锈钢零件的组织。例如,Cai等人研究了激光-等离子转移弧AM中激光功率对304SS组件的晶粒结构的影响,发现当激光功率超过300W时,柱状晶对等轴晶的转变有很大的促进作用。Gong等提出了一种环形振荡激光-电弧混合AM方法来制备316SS组件。引入振荡激光能量后,熔池对流明显增强,有利于抑制气孔,改善熔覆件的拉伸性能。Dai等人研究了激光振荡模式对线激光AM制造的零件的组织和性能的影响,包括圆形、线形、8字形和无限大的振荡模式。他们发现,随着振荡频率和振幅的增加,孔隙率和晶粒度减小,并确定了不同振荡模式下的最佳束流振荡参数。
大多数相关研究都关注高频激光对AM熔池的调节作用。这是因为激光振荡强化熔池流动有利于改善显微组织。另一种策略是通过用适当的功率激光重新熔化先前凝固的层来实现细化晶粒的区域。然而,引入激光振荡策略来控制先前凝固层的重熔范围以获得大面积的晶粒细化还没有得到重视。
因此,本文提出了一种低频高幅度振荡激光辅助激光辅助熔覆(OL-WAAM)方法,试图通过保持较高的激光线能量密度,通过对凝固的预熔层进行大面积重熔来控制Ti-6Al-4V构件的组织和性能。研究了激光功率对Pre-β晶粒长大、显微组织、显微硬度、拉伸性能和各向异性的影响。详细分析了相应的影响机制。这项研究将促进WAAM制造的Ti-6Al-4V零件在航空航天、导航、国防等多个领域的广泛应用。
实验设置
图 1 展示了 OL-WAAM 系统的示意图。该系统包括波长为 1030 nm 的 TRUMPF-10002 盘式激光器、Fronius TransPuls Synergic 4000 焊机、ABB-IRB6640 机器人、IPG-2DHP 检流计和拖尾屏蔽,如图 1(a) 所示。采用直径为 1.2 mm 的 Ti-6Al-4V 丝作为填充材料,尺寸为 150 mm × 50 mm × 10 mm 的 Ti-6Al-4V 板作为基板。表1列出了填充焊丝和基材的化学成分。采用脉冲协同模式,根据送丝速度自动匹配电流和电压。振镜扫描仪实现了激光束的振荡输出。如图1(c)所示,加热方式为弧导激光,炬管与基板之间的夹角为75°,激光束与炬管成25°角固定,导电嘴到工件的距离保持为12毫米,线激光距离为4毫米,基板上的激光光斑直径为0.5毫米。振荡激光能量的空间分布(图1(b))可以显着扩大激光能量在熔池中的激发范围。沉积行进方向如图1(a)所示。
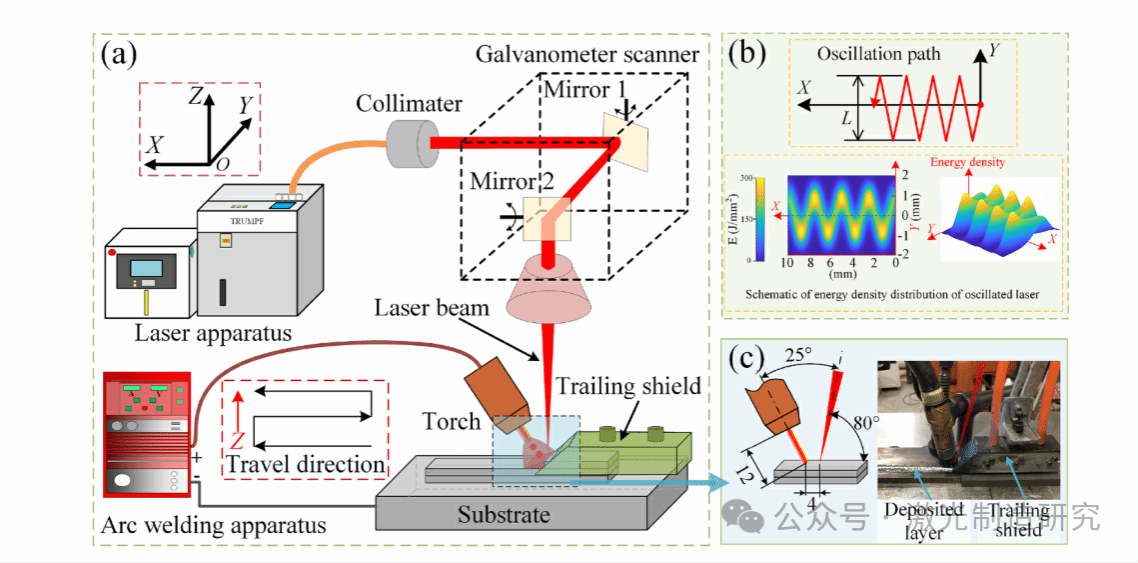

图1(a)激光-电弧附加制造系统示意图(b)激光束振荡路径(c)激光和手电筒的相对位置
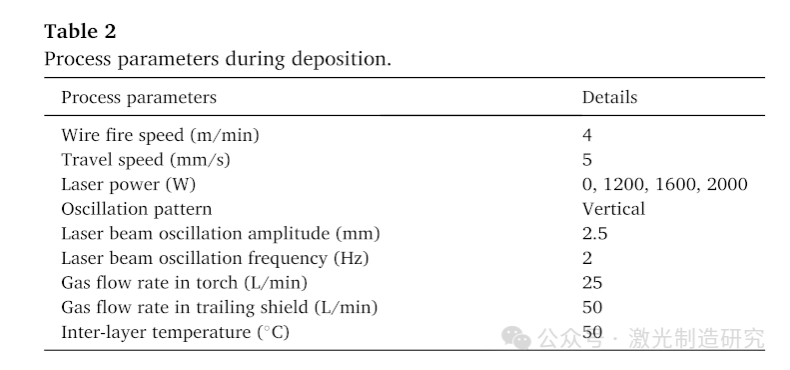
在不同的激光功率下沉积了四个长度为 120 毫米的 15 层壁。尾部屏蔽用于保护沉积层以防止其氧化。使用纯氩作为尾护罩和焊炬中的保护气体。工艺参数列于表2。通过线切割放电加工从壁上切取金相和拉伸样品,取样位置如图2(a)所示。将横截面(YOZ平面)和纵切面(XOZ平面)样品用不同尺寸的砂纸打磨,用金刚石研磨膏抛光,并用腐蚀液(3 vol% HF + 7 vol% HNO3 + 90 vol)蚀刻%水)。通过光学显微镜(OM)和扫描电子显微镜(SEM)对微观结构进行表征。SEM测试时使用In-Lens二次电子探测器,超高压为10 kV。通过电子背散射衍射(EBSD)测定晶粒特征。测试前对EBSD样品进行电化学抛光处理,电解液由6 vol%高氯酸、60 vol%甲醇和34 vol%正丁醇组成。在电化学抛光过程中,使用液氮将电解质温度稳定在-20℃。抛光电流和时间分别为0.6A和50s。在加速条件下观察 EBSD 样品。采用HVS-30维氏硬度计测试显微硬度,载荷1000 g,持续15 s,相邻点测试距离0.2 mm。拉伸测试是通过 DNS300 电子万能试验机在室温下进行的,以测量沉积壁的力学性能。拉伸试样为自行设计的小样品,拉伸样品尺寸如图2(b)所示。拉伸样品在位移控制模式下以 1 mm/min 的应变速率加载。对三个样品在每个方向上的拉伸性能进行平均。最后,使用商业软件(Origin 2018)处理收集到的拉伸测试数据。拉伸性能的各向异性通过水平和垂直值之间的差的绝对值来评估。通过SEM观察断口形貌。
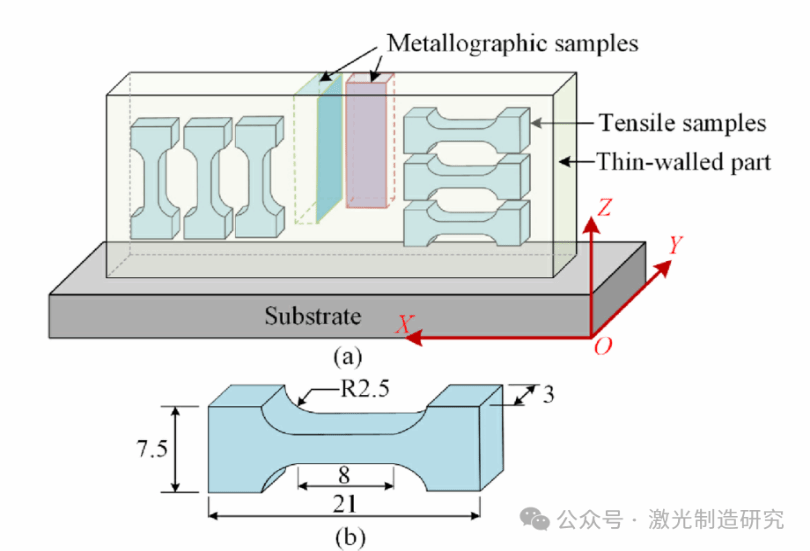
图 2. (a) 金相样品和拉伸样品之间的位置关系
结果与讨论
图3显示了不同激光功率下沉积的样品中间区域的微观结构(YOZ平面)。图3(a)展示了WAAM样品的三层(N-1;N;N+1)的典型微观结构。相邻层之间会产生电弧热影响带 (HAB),以黄色点线表示。由于单向热流,柱状先验β晶粒沿竣工方向生长并穿过多个弧形HAB。图 3(b)–(d)) 显示了 OL-WAAM 样品的微观结构。施加振荡激光能量后,会出现以红点线标记的激光熔合线 (FL)。这些激光FL是由激光深穿透效应引起的,即振荡激光束在熔池中引起的深层局部熔化区域。OL-WAAM 中原β晶粒的生长特性发生显着变化。当激光功率为1200 W时,浅激光FL阻止了柱状晶的连续生长(图3(b))。当激光功率为1600 W时,激光FL的深度超过层厚,并获得宽度为4.5 mm的等轴晶区(图3(c))。柱状晶被完全消除。当激光功率增加到2000 W时,激光FL的深度进一步增加,中心区域的晶粒细化效果减弱,而周围区域仍然呈现柱状晶(图3(d))。此外,沉积层中出现大尺寸孔隙。图3((e)-(h))分别是图3((a)-(d))中所示的区域Z1,Z2,Z3,Z4。WAAM 样品呈现出许多马氏体 α′ 和先验 β晶界(图3(e))。电弧HAB很亮,可能是由于热循环引起的α’→α+β相变[18]。随着激光功率从1200 W增加到1600 W和2000 W,原β晶粒尺寸先减小后增大。特别是当激光功率为1600 W时,原β晶粒几乎呈现等轴形状,且等轴原β晶粒内部出现许多α集落结构(图3(g))。
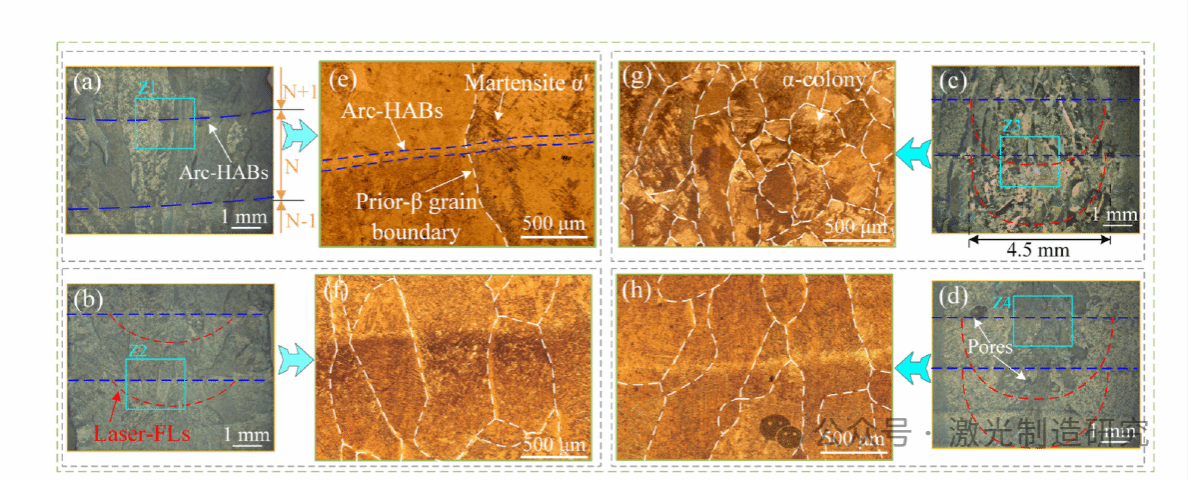
图3 不同激光功率下沉积的金相样品中部区域的显微组织。(a) 0 W。(b) 1200 W。(c) 1600 W。(d) 2000 W。(e) Z1 的先验β晶粒形态。(f)Z2。(g)Z3。(h)Z4
图 4 显示了在不同激光功率下沉积的样品中微观结构的 SEM 图像(YOZ 平面)。WAAM 样品呈现马氏体 α' 和细篮状组织结构(图 4(a))。引入辅助激光后,在原β晶粒的边界处产生α集落,并且α板条的宽度显着增加,导致粗篮状组织结构(图4(b)-(d))。值得注意的是,当激光功率为1200 W时,样品中含有许多广泛分布的α菌落。相比之下,当激光功率为2000 W时,样品中仍然存在马氏体α'和块状细篮组织,且少量α团主要分布在原β晶粒边界附近。功率为1600 W时,显微组织呈现典型的魏德曼施塔滕结构(图4(c))。图5显示了通过线性截距法测量的α-板条的平均宽度。随着激光功率的增加,α-板条的平均宽度先增大后减小。激光功率为 1600 W 时,α 板条的最大宽度达到 1.54 μm。
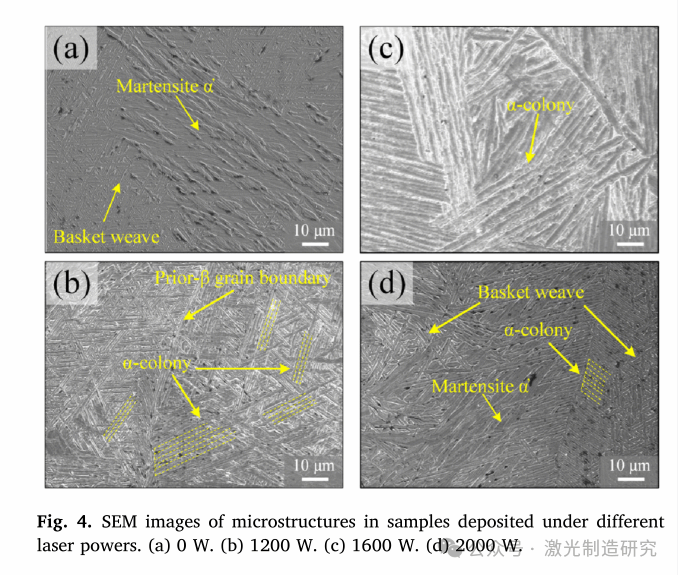
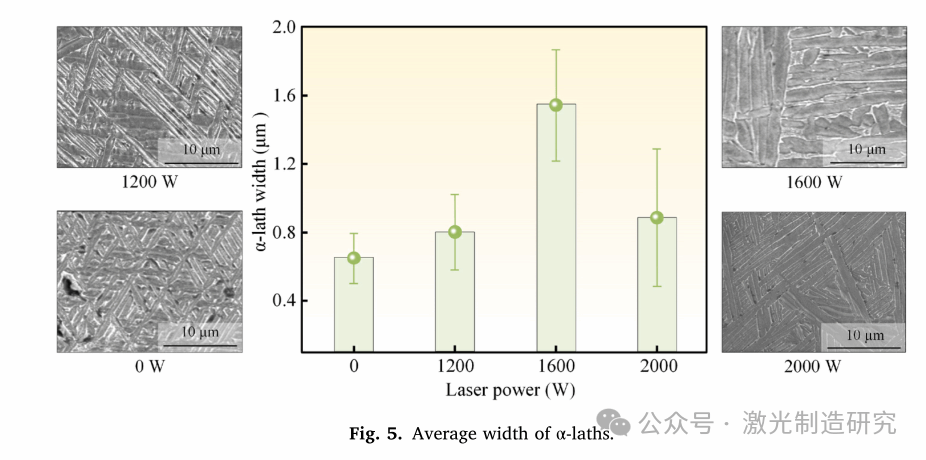
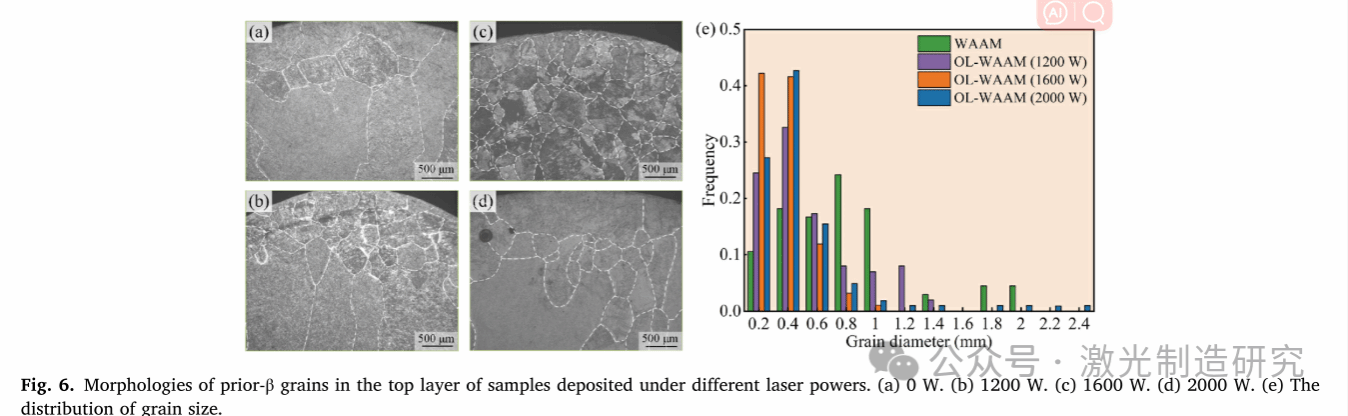
图6为样品顶层的宏观组织(YOZ平面)和晶粒尺寸分布图。随着激光功率的增加,等轴晶数量先增加后减少。WAAM 样品呈现出大尺寸晶粒(图 6(a))。激光功率为1600 W时,原β晶粒的平均尺寸最小,且晶粒呈现均匀的等轴形状。
测量原β晶粒的平均尺寸以量化晶粒细化效果。图7显示了中间区域和顶层的先验β晶粒的尺寸。OL-WAAM 中的晶粒尺寸比 WAAM 中的晶粒尺寸小。例如,通过将激光功率从0改变到1600 W,中间区域和顶层的原β晶粒的平均尺寸分别减小了746.6和400.3 μm。
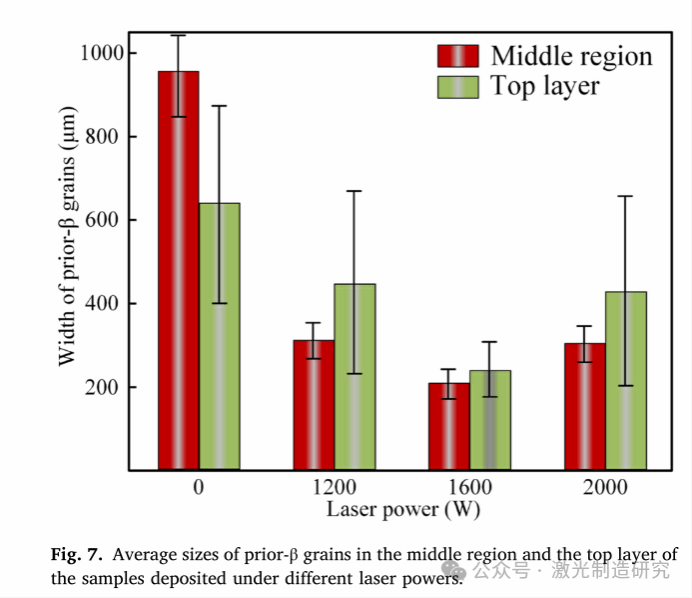
图 8 显示了 WAAM 样品和 OL-WAAM 样品在激光下的中间区域(XOZ 平面)的反极图(IPF)、先验 β 晶粒的重构 IPF 图以及核平均取向误差(KAM)图。功率为1600 W。采用Burgers取向关系从α相重建母晶。WAAM 样品呈现柱状先验β 晶粒(图8(a))。应用振荡激光后,OL-WAAM样品中原β晶粒的细化效果非常明显(图8(d))。由于大面积的层状-α,α相呈现局部择优取向(图8(e))。选择两个样品的不同区域进行后续分析以获得量化的微观结构特征。请注意,由于晶粒形态的不均匀性,选择了 OL-WAAM 样本的两个区域。一般来说,KAM 图反映了样品的几何必要位错(GND)的分布。ZA区域沿柱状原β晶界(图8(c))出现了几个连续的应力集中带,导致了明显的各向异性。相比之下,ZB和ZC区域的应力分布相对均匀(图8(f)-(g))。此外,与ZA区域相比,ZB和ZC区域的GND密度分别增加了32.1%和23.8%。
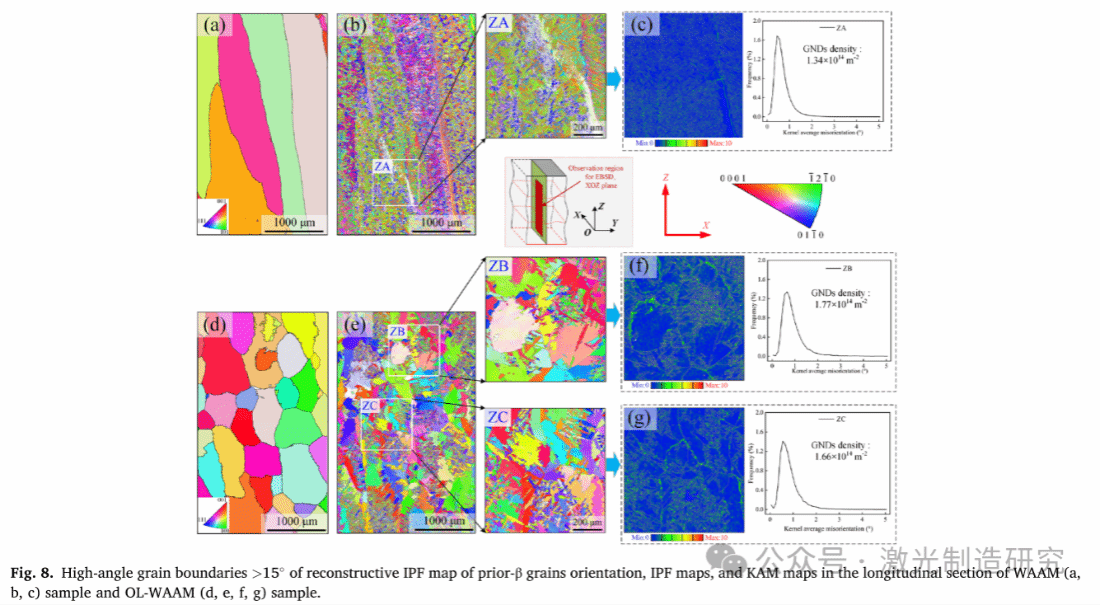
图9显示了ZA、ZB和ZC区域中的再结晶(以蓝色标记)、亚结构(以黄色标记)和变形晶粒(以红色标记)的分布。施加振荡激光后,再结晶面积的比例显着降低。总体而言,再结晶过程可以降低位错密度,表明ZA区域的位错密度低于ZB和ZC区域,这与KAM图中的位错特征一致(图8(c),(f)) ,和(g))。此外,与ZA区域相比,ZB和ZC区域的亚结构和变形晶粒含量有所增加,表明辅助激光照射后显微组织发生硬化,塑性下降。
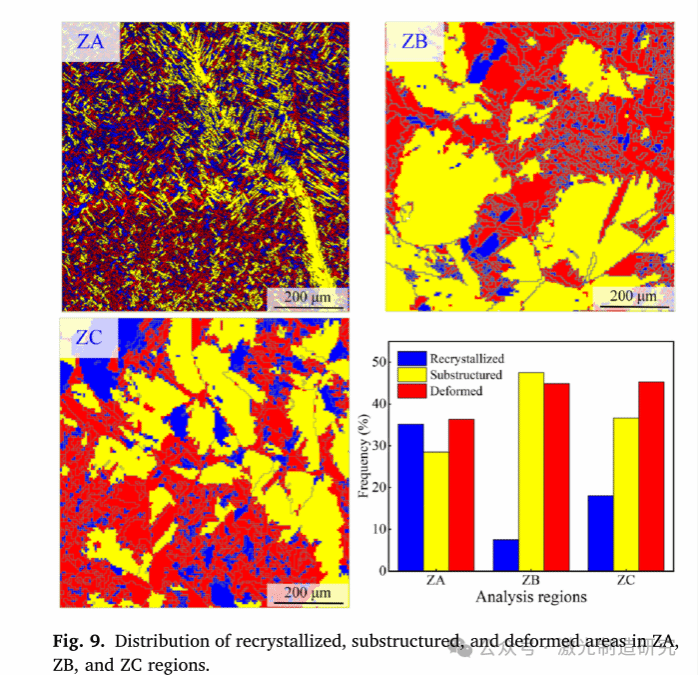
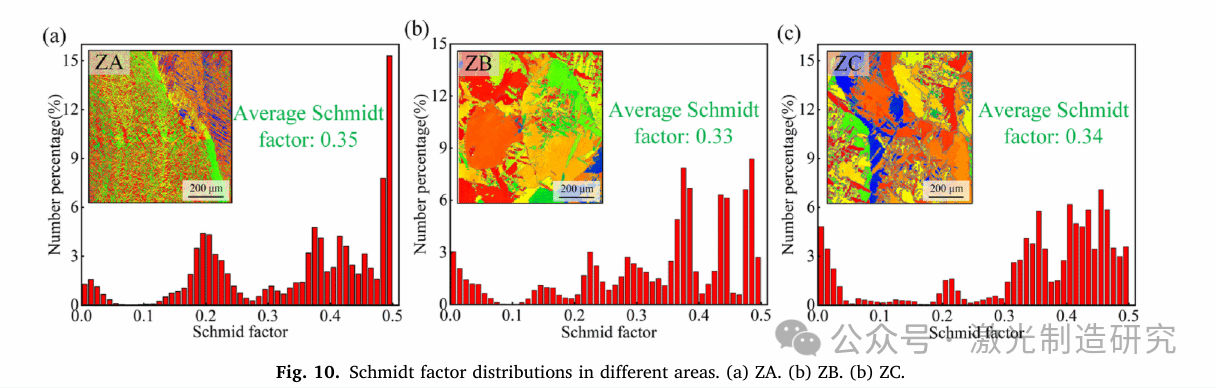
图10显示了区域ZA、ZB和ZC中的施密特因子分布。施密特因子分布是相对于典型的{0002} <11–20>滑动系统的Z方向计算的[26]。ZA、ZB 和ZC 区域的平均施密特因子分别为0.35、0.33 和0.34。屈服强度是根据金属单晶的拉伸变形机制和临界剪切应力定律计算的。如图10所示,ZA、ZB、ZC区域的施密特因子范围为0~0.5,表明高施密特因子和低施密特因子并存。因此,滑动系统所需的应力是不均匀的。由于ZA区域施密特因子接近0.5的比例高于ZB和ZC区域,而接近0的施密特因子比例ZA区域低于ZB和ZC区域,因此ZA区域的强度低于区域ZB 和 ZC。 ZA、ZB 和 ZC 区域施密特因子的标准差分别为 2.47%、2.11% 和 2.03%。施密特因子的标准差越小,表明需要更少的滑动系统来协调变形,并且出现的应力集中也就越少。因此,施密特因子标准偏差较低的区域ZB和ZC在加载过程中具有更均匀的变形。施密特因子分析表明,OL-WAAM 样品比 WAAM 样品具有更高的强度和更一致的机械性能。
计算了三种沉积模型来分析不同激光功率下 Ti-6Al-4V OL-WAAM 的热演化。当激光重熔区域凝固期间所选位置的温度达到液相线和固相线的平均值时,提取凝固速度R和温度梯度G(图11(a)-(c))。
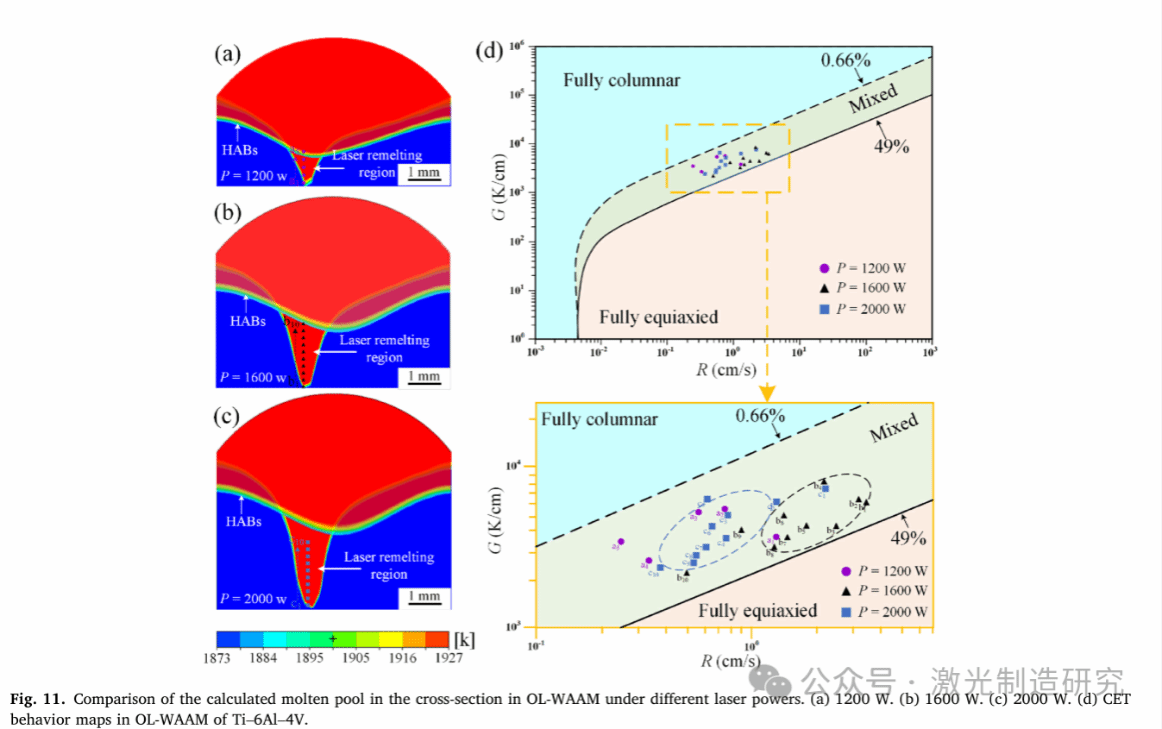
图12展示了OL-WAAM中晶粒生长机制的示意图。在WAAM中,液态金属的流速较低,熔池内温度梯度稳定。在顺序沉积过程中,后续层中的前β晶粒沿着前一层中部分重熔晶粒的初始取向呈现连续外延生长(图12(b))。因此,WAAM 样品中会产生粗大的柱状先验β 晶粒。当OL-WAAM中引入激光能量时,由于激光束在熔池中的搅拌作用,成核位点的密度增加(图12(c)和(d))。由于激光束的周期性振荡,熔池的几何形状持续变化,导致最大温度梯度方向连续变化。因此,OL-WAAM 中先验β晶粒的生长方向比 WAAM 中更加随机[35]。随着激光功率从 1200 W 增加到 1600 W,更强的搅拌作用会产生更多的成核位点。由于较高的热输入引起的较低的温度梯度,较深的激光重熔区域具有增加的结构过冷趋势。因此,激光功率为1600 W的OL-WAAM中更容易出现等轴先验β晶粒,这与CET行为图的分析结果一致。随着激光功率从1600 W增加到2000 W,由于热输入的增加,激光重熔区域进一步增加(图12(e))。激光重熔区域的凝固速度降低,增强晶粒取向生长。此外,由于较高的热输入,激光重熔区域固液界面前的温度梯度略有下降(图11(c))。因此,当激光功率从1600 W增加到2000 W时,原β晶粒的尺寸增加。
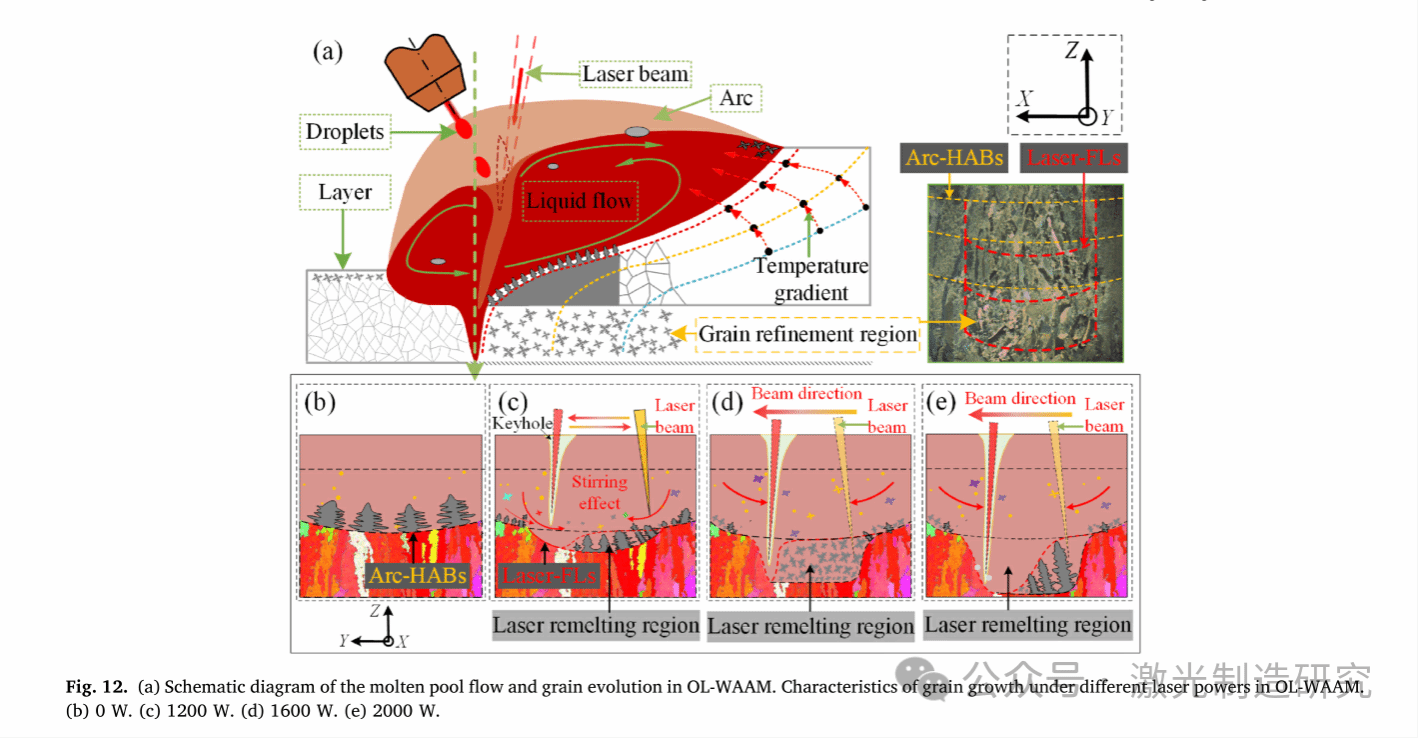
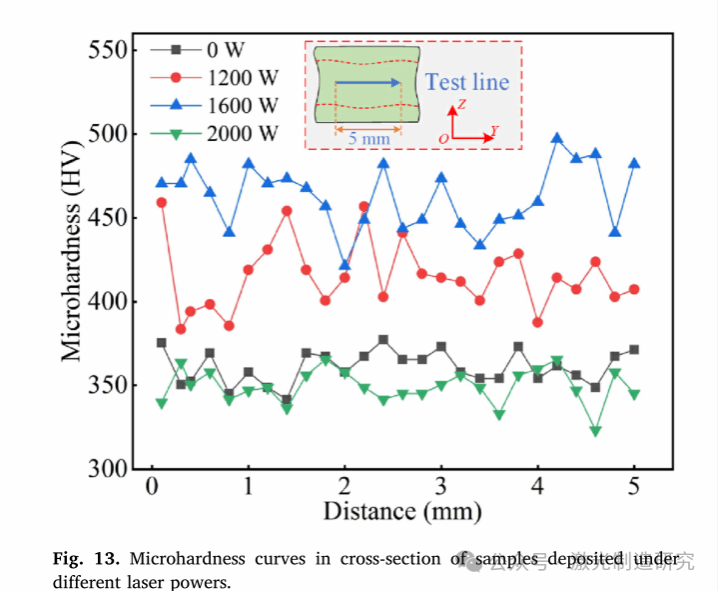
图13显示了在不同激光功率下沉积的样品中间区域的显微硬度。显微硬度范围为 330 至 490 HV。随着激光功率的增大,平均显微硬度先增大后减小。不同激光功率下的平均显微硬度值分别为360.9、418.5、462.9和349.6 HV。施加辅助激光后,平均显微硬度最大增加28.3%。
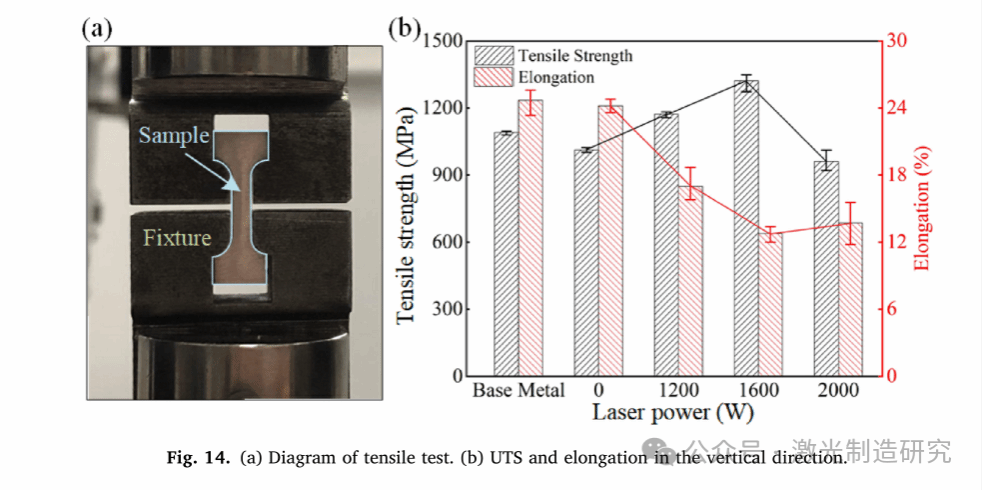
进行拉伸试验,研究力学性能的变化规律。采用自行开发的夹具来夹紧拉伸样品(图14(a))。图 14(b) 显示了竣工样品在垂直 (O-Z) 方向上的拉伸性能。随着激光功率的增大,UTS先增大后减小,伸长率提出了相反的规则。通过将激光功率从0改变到1600 W,UTS增加了309 MPa,伸长率降低了11.4%。
还测试了水平方向的拉伸性能,以研究 WAAM 和 OL-WAAM (P = 1600 W) 样品的各向异性。拉伸结果表明,OL-WAAM 样品在两个方向上具有较高的 UTS 和较低的延展性(图 15)。
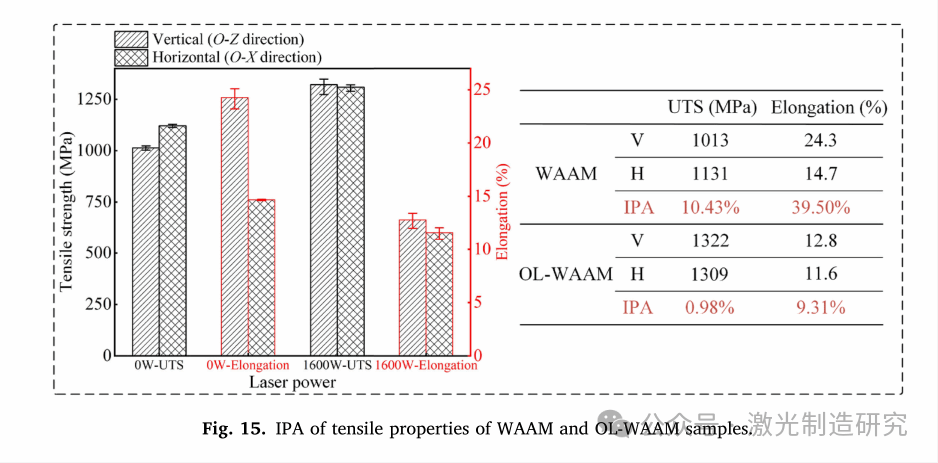
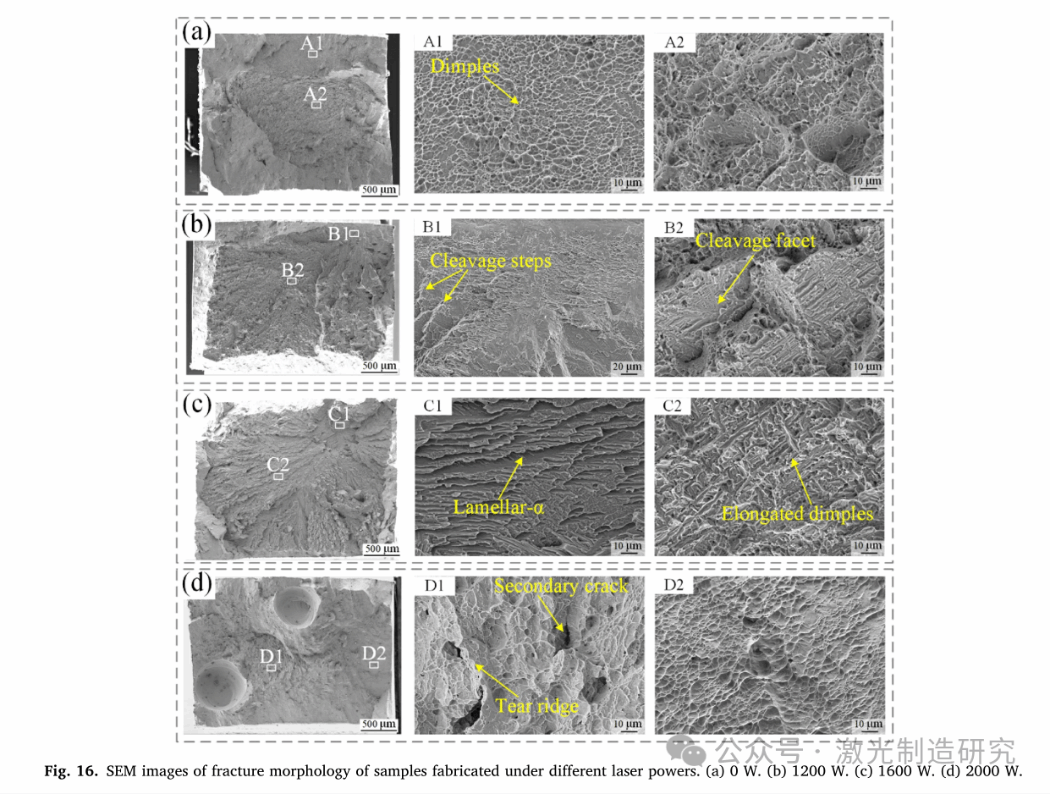
图16显示了拉伸试样在垂直方向上的断裂形貌。WAAM试样呈现均匀的韧窝,显示出典型的韧性断裂模式(图16(a))。韧性断裂归因于细篮编织微观结构。如图16(b)和(c)所示,断裂形态以解理为主带有细长凹痕的醋酸纤维显示出河流图案。由于破坏过程中的快速撕裂而产生拉长的韧窝,断裂模式完全从延性转变为脆性。在2000 W的激光功率下,断裂表面会出现大尺寸的孔隙,这些孔隙会诱发裂纹萌生并降低机械性能。断口表面分布有浅韧窝、二次裂纹和撕裂脊,断裂模式为准解理。本研究提出了一种垂直振荡激光辅助 WAAM 技术来细化原β晶粒并改善 Ti-6Al-4V 零件的各向异性。我们预计这种晶粒和各向异性的原位控制技术适用于其他金属材料。在未来的研究中,将引入科学的热处理方案来减少甚至消除Ti-6Al-4V p的不良层状-α结构。
结论
在这项研究中,Ti-6Al-4V 零件是通过振荡激光辅助 WAAM 技术制造的。揭示了振荡激光对竣工零件的微观结构和机械性能的影响。主要结论如下:
(1)振荡激光可以细化WAAM中的先验β晶粒。Arc-HAB 和激光-FL 位于 OL-WAAM 样本中。随着激光功率的增加,沉积层中激光FL的深度增加,原β晶粒的尺寸先减小后增大。在1600 W的激光功率下,柱状原β晶粒完全转变为平均尺寸为206.5 μm的等轴形状。
(2) 振荡激光显着影响建成的Ti-6Al-4V壁的显微硬度。显微硬度范围为 330 至 490 HV。随着激光功率的增大,平均显微硬度先增大后减小。通过将激光功率从 0 更改为 1600 W,平均显微硬度增加了 28.3%。
(3)随着激光功率的增大,垂直方向的UTS先增大后减小,伸长率则呈现相反的规律。垂直和水平方向的最大UTS值分别达到1322和1309 MPa,分别比WAAM样品高30.5%和15.7%。(4) 振荡激光可以显着影响建成的Ti-6Al-4V壁的各向异性。通过将激光功率从0改变到1600 W,UTS和伸长率的IPA分别降低了90.6%和76.4%。
论文信息
Grain refinement and anisotropy improvement of arc-directed energy deposited Ti–6Al–4V with oscillating laser
https://doi.org/10.1016/j.msea.2024.146144
